�՚�������(du��)45��x���������B��Ӱ�
�����״β��ÿ՚⡢��?d��)�͚���Ϛ�Դ�?du��)45 ��M(j��n)���x���������B�����о��՚�������(du��)�B�ٺͽM�����ܵ�Ӱ푡����ý����@�R��X �侀���䡢늻��W(xu��)����վ��(du��)̎�����45 ��M(j��n)�Мy(c��)ԇ�ͷ������о��Y(ji��)�����������x���������B�^���������m���Ŀ՚�Ȃ��y(t��ng)�x���������B���@���ă�(y��u)��(sh��)�����п՚�������0.2L/min �r(sh��)�@����ѝB�Ӻ���c���g�ԡ��ض�550�桢����4h ��ˇ�l���£��B�Ӻ���_(d��)���s60 μm���ǂ��y(t��ng)�x�ӝB����2 �����ϣ����g��Ҳ�Ȃ��y(t��ng)�x�ӝB�����M(j��n)һ����ߡ�0.2 L/min�Ŀ՚������õ����F����������Ҫ��Fe3O4���՚�����≥0.4 L/min �r(sh��)��F(xi��n)e2O3�����ӣ��������BЧ��׃�
����45 ���һ�N��̼�Y(ji��)��(g��u)䓣��V����(y��ng)���ڱ�����Ҫ��(y��u)���C�����ܵĽY(ji��)��(g��u)��������M(j��n)һ���U(ku��)���乤�I(y��)��(y��ng)�ã��б�Ҫͨ�^���W(xu��)��̎�������������ĥ�Ժ����g�ԣ����õļ��g(sh��)�����б��������ܛ�������x�ӝB���ȡ������x�ӝB�����ڭh(hu��n)���Ѻõı�����̎�����g(sh��)�����НB�ٿ졢��Ч�ʸߵȃ�(y��u)�c(di��n)�������x������w�������棬����̎���Π��(f��)�s�Ĺ�������������:̎�������L���ܺĴ��O(sh��)��Ч�ʵ͡�
�������е��о����������w�B���^���м��������Դ����ߝB���ٶȣ��Ķ�������Դ���ģ��s�����a(ch��n)���ڣ������������B߀��������ߝB��Ӳ�ȡ�ͬ�r(sh��)�������������B�ĝB�ӱ����������һ����Fe3O4�������o������Fe2O3������Ĥ��ԓ����Ĥ����Ħ��ϵ��(sh��)�͡����W(xu��)��(w��n)���Ըߵ����c(di��n)�������ռ��g(sh��)�W(w��ng)(http://www.jnannai.com/)�J(r��n)����M(j��n)һ������������ĥ�Ժ����g�ԡ�
�������о��״Έ�(b��o)�����ÿ՚⡢��?d��)�͚�������Դ�?du��)45 ��M(j��n)���x���������B��Ŀ����̽���x�ӝB���^�����m�����ӿ՚⣬�Ƿ�������w����һ�����@����ߝB�ٲ��M(j��n)һ�����ƽM�����ܵ�Ч����ͬ�r(sh��)��ϵ�y(t��ng)�о��՚�������(du��)45 ��x�ӵ������B�B�ӽM���c���ܵ�Ӱ푡�
����1����(sh��)�(y��n)���ϼ�����
������(sh��)�(y��n)���Ϟ��{(di��o)�|(zh��)�B(t��i)45 䓣����wӲ�ȼs290HV0.05�����W(xu��)�ɷ�(�|(zh��)����) ��0.42% ��0.50% C��0.17% ��0.36% Si�� 0.50% ��0.70% Mn��������Fe�����þ��и�ӹ��ɳߴ��10mm×10mm×5mm��ԇ�ӣ�������240- 2000 ̖(h��o)��ɰ�����M(j��n)�д�ĥ������ڟoˮ�Ҵ����ó�����ϴ15 min��ȡ�����ɲ������ܷ�����á�
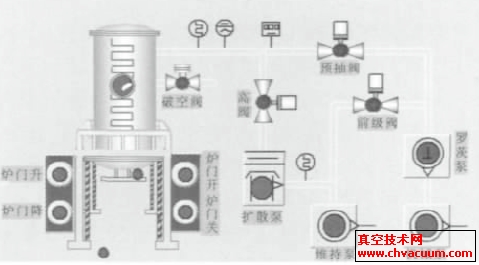
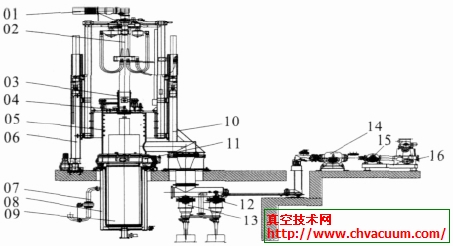
������ԇ�ӷ�������LD-8CL ��ֱ�����x���w�B���t��(n��i)���M(j��n)���x�ӵ������B����ˇ������D1 ��ʾ����Ҫ�������IJ����ٳ����ʹ?f��n)t��(n��i)�≺С��20 Pa��ͨ���⣬������0.5 L/min����(du��)ԇ���M(j��n)�ОR��ӟ���坍̎��������0.5 h���ښ��������ߵ�0.6 L /min����ͨ��������0.2 L /min �ĵ�?d��)⣬�ӟ�ԇ�ӵ?50�棻���ڱ����������͵�?d��)�������׃����r�£�ͨ�벻ͬ�����Ŀ՚⣬�M(j��n)���x�ӵ������B�A�Σ�����4 h�����P(gu��n)�]���К�Դ��ԇ�����x�ӝB���t��(n��i)��s���Ҝء�

�D1 �x���������B��ˇ���̈D
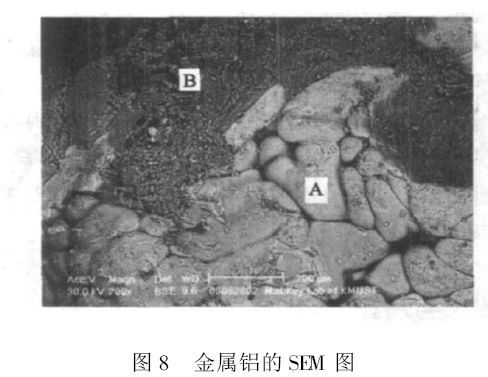
����ʹ��DMI-3000M �ͽ����@�R�^���x�ӵ������B�Ľ���M����ò������D/max-2500 ��X �侀����x(XRD) ����ԇ�ӱ�ӵ�����Y(ji��)��(g��u)������HXD-1000TMC ���@Ӳ��Ӌ(j��)�y(c��)��ԇ�ӵı���Ӳ�ȣ��d�ɞ�50 g�����ɕr(sh��)�g��15 s���y(c��)��5 �Σ�ȡƽ��ֵ����Ӳ��ֵ������CS 350 늻��W(xu��)�y(c��)ԇϵ�y(t��ng)��3.5%NaCl ��Һ�Мy(c��)��ԇ�����Ҝ��µĘO���������x��ʹ�늘O(SCE) ���酢��늘O��Pt 늘O�����o��늘O���������ʞ�10 mV/s��
����2���Y(ji��)Փ
����(1) ��������≤0.3 L/min �Ŀ՚⌦(du��)�x�ӝB���a(ch��n)�����@���M(j��n)���ã����M(j��n)һ������45 ����g�ԣ�
����(2) �x���������B����ѿ՚�������0.2 L/min���ض�550�桢����4 h ��ˇ�l���£��������_(d��)���s60 μm������ͨ�x�ӝB���ăɱ����ϣ��γɵ��F����������Ҫ��Fe3O4�࣬�@������45 ����g�ԣ�
����(3) �՚�����≥0.4 L /min �r(sh��)�������γɵ��������^�࣬����Ҫ��Fe2O3�������ڵ������γɲ�����45 ����g�ԡ�