���l��ոБ��F���t����ϵ�y���OӋ
�������Ľ�B�����l��ոБ��F���t��PLC��ϵ�y���ƺ��ģ��o�����I��Ӌ��C���|�������˙C���棬���ΈD�龎���Z�ԣ�LabVIEW�D�λ��M�Bܛ����Ԕ���˿���ϵ�y���OӋ���y�c����Q��������������ϵ�y��ˇҪ�������ϵ�yӲ����ܛ�����OӋ���O��ʹ���C��ϵ�y�������η��㣬�����ɿ����M��ϵ�y����Ҫ��
��������ոБ��F���t����̖ZGS8-1150-12W���Ǟ�ij�����λ������ܵ��F�������ƵČ����O�䣬�������~䓡��䓡����P䓡��~�c�ߜغϽ������F������ˣ����O��İ�ȫ�ԡ��ɿ��ԡ����ƾ��ȵȶ��и��ߵ�Ҫ���O����Ҫ��늚����ϵ�y���t�w���Б��Դ��2.5kHz����ˮ��ϵ�y�ȽM�ɡ�
�����O���\�Еr�����l�Б��Դ�a�����ص�늴Ÿɔ_��̖���ҹ������y�؟��ż�S���S�ڠt�w�����D���y�؟��ż��̖ͨ�^������B�ӷ�ʽ���͵��O��ϵ�y����˜pС늴Ÿɔ_��̖����ߜy�؟��ż�Ĝy�ؾ�����ԓϵ�y���y�c�����˜pС�Б��Դ�a����늴Ÿɔ_��̖������ϵ�y�x�����������ĸɔ_�������F����r������ϵ�y�M�����h�x�ɔ_Դ������ϵ�y�����Դ���bݔ��V�����x׃����������늷Ӳ�������̖�����������p�g�����O�Ъ�������̖�ؾ��c����ϵ�y�ؾ����ζ˽ӵصķ�ʽ��ͨ�^��ι�ˇ�����{ԇ���{���y�؟��ż��̖��ƫ�����˜ضȜy���Ĝʴ_�ȡ�
����ԓ����ϵ�y���õ�Ӳ����Ҫ��PLC��Omron�����ضȿ�������Yamatake�����м�ӛ䛃x��Honeywell�������Ӌ��Leybold���ȣ���λ�O�ؽM�Bܛ����labview��NI����ܛ���в������@ЩӲ����ͨӍ�ӳ���Ҫ��Q��ܛӲ��֮�g��ͨӍ���}�����F���ؙC�ıO�ء�ӛ䛡������O�õȹ��ܣ���Ҫ�Ќ������ӳ���ᘌ��˿���ϵ�y�������ԣ���labview �_�l���Ļ��A�ϣ� �x����Application Builder ��Datalogging and Supervisory ControlModule��NI OPC Servers ���߰���ͨ�^OPC ���g�đ��ã���Q��Ӌ��C�O��ܛ��labview �cPLC ֮�g��ͨӍ���}�������Ӌ��ӛ䛃x�Ϳx��֧��OPC ���g��ͨӍ�f�h����һ�ӣ�ᘌ��ˆ��}�_�l�������x���x�팣�õ��ӳ��Ķ����F��ͨӍĿ�ġ�
1������ϵ�y�OӋ
����1.1������ϵ�y��ˇ����
�����b�빤�������y��ż�̶��ڹ����ϵ��m��λ�ã�����ϵ�y��늣�������λ�C���_�����⡢��ˮϵ�y������ָʾ�������������Q���o푑������t�T܇�P�]���t�T�XȦ�i�o��λ���_ʼ���t�T�ܷ�Ȧ��⣬�������_���O��ֵ�rֹͣ��⣬�P�]�ύ�Q���M��������y���M���F����Ϣ���O����
�����քe���Ӡt�w����С܇���ϵ�y�����t�w��ն��_����ˇҪ��ֵ�r�������P�]��ֹ�y���t�w��ՙC�M�������⣬����≺���_����ˇҪ��r�������y�Ԅ�ֹͣ��⣻��С܇��ն��_��������նȕr�����D�����S���{�����m�����D�ٶȣ��M�мӟṤˇ���z�����P�x������·�����_�J�ؿر�ȵĹ�ˇ����������“�ӟ��Դ”���Ӱ��o���ӟ�����·��늣��ٰ��Ӽӟ���׃���Ӱ��o���ӟ���׃��·��늣��ؿر��_ʼ���O�������\�С��ӟṤˇ��ɺ������Д���׃�Դ���ӟ�����·�Դ���_ʼ���أ����t�ؽ�����ˇҪ��ֵ�r�����_�ύ�Q�����M����ړ����y�������L�C�����ضȽ�����ˇҪ��ֵ���P�]�����L�C���M����ړ����y�����t�Ȝض��_�����t�ضȕr��ֹͣС܇��ՙC�M���_���t�w�C�M�Ś��y���t�wж���y�c�ܷ�Ȧ�Ś��y���_��С܇�Ś��y�����Ś������ش�≺�r���Ś�Y�����t�T�i��������t�T���_��λ��С܇����Ҫ����c�Ԅ�ͣ܇������P�]������sˮ����ж�aƷ��С܇�M��λ�Ԅ�ֹͣ���P�]�����Դ����������F���^�̡�
����1.2������ϵ�yӲ���OӋ
������������ϵ�y�֞��Ñ�����ӡ��O�،ӡ����ƌ������֡�ϵ�y�O�Ѓ��ײٿؽ��棬��Ӌ��C���ƺͿ��ƹ��o���ƣ������������������һ���й��ϕr���ГQ����һ���M�вٿأ���Ӱ��O����\�С����ƹ��T���Ӌ��C�O�ؽ����O���O�乤�rģ�M�D�����r�@ʾ�O����\�Р�B���O����sˮˮ����ˮ������ˮ�ء��t�w���ء������Ȉ��@ʾ��ָʾ������ϵ�y�O���քӺ��Ԅӿ��ƃɷN��ʽ��������r�����x����ϵ�y�Y��Ҋ�D1��
�D1 ����ϵ�y�Y���D
��������ϵ�y�����A���ؙC��ELO �@ʾ�������|�����ܣ���PLC���ضȿ�������DCP551����DPR250 �м�ӛ䛃x��CM51 ���Ӌ����ӡ�C�ȽM�ɡ�PLC ϵ�y�����Z�Ԟ����ΈD������ģ�K���ľ��̷�ʽ��ʹܛ������Y�����������x�ԏ��������а�ȫ�B�i�O�ã��Ķ�������O���\�еĿɿ��ԡ��ضȿ��������՟ṤҪ���O���������������F���t�w�Ĝضȿ��ƣ�ӛ䛃x�Ɍ��ɼ����Ĝض�ֵ����նȡ��t�w�������r�@ʾ���ӡ�����Ӌ���r�@ʾ��ǰ�t�w����նȡ�����ϵӲ���Y��Ҋ�D2��
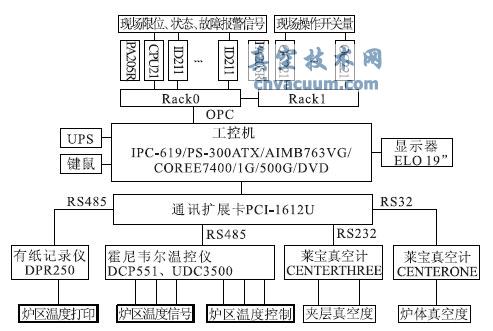
�D2 ����ϵ�yӲ���Y���D
����1.3������ϵ�yܛ���OӋ
������λ�O��ܛ������LabVIEW��LabVIEW��Laboratory Virtual Instrument Engineering Workbench��������NI��˾�Ą���ܛ���aƷ��Ҳ��Ŀǰ������V�����lչ��졢������ĈD�λ�ܛ���_�l�h��������һ�N���ڈD�ξ����Z�ԣ�G �Z�ԣ����_�l�h������Ҫ���Կ�D��ʽ���������������ƽY���������{�ƹ��ߣ��Լ��Ӵλ���ģ�K���ľ������c�����y�����Z�����ı��Z�Ծ��̣�Labview�������c����������һ�N�D�λ������Z�ԣ������N�D�ˡ��D�η�̖���B���ȣ����Կ�D����ʽ����������߾���Ч�ʣ�����ֱ�^����
����һ��labview �������������Ҫ���֣�ǰ��塢��D���D��/�B�Ӷ˿ڡ�ǰ�����labview����Ľ���ʽ�D�λ��Ñ����棬�����O���Ñ�ݔ����@ʾ����ݔ����Ŀ����ģ�M�挍�O���ǰ��塣��D����t�����ÈD���Z�Ԍ�ǰ����ϵĿ�������ָʾ���M�п��ơ��D��/ �B�Ӷ˿����ڰ�labview �����x��һ���ӳ����Ա������������м����{�ã��@ʹ��labview �Ԍ��F�Ӵλ���ģ�K�����̡����labview ���LjD�λ��ľ����Z�ԣ���������ֱ�^��ͨ�^�Ԏ��Ŀؼ���DSC ģ�K�����İ��o���y�T�ȿ���ֱ���M�в������M���_�������O���Ŀ�ġ�
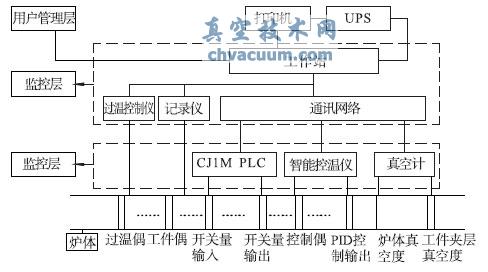
����ϵ�y�˙C������OӋ�ɵ�ꑽ��桢���ϵ�y�O�ؽ��桢�����x�����桢�ضȱO�ؽ���M�ɡ�������֮�g�������ГQ������Oҕϵ�y������Ϣ���O��ϵ�yܛ��ԭ��DҊ�D3��
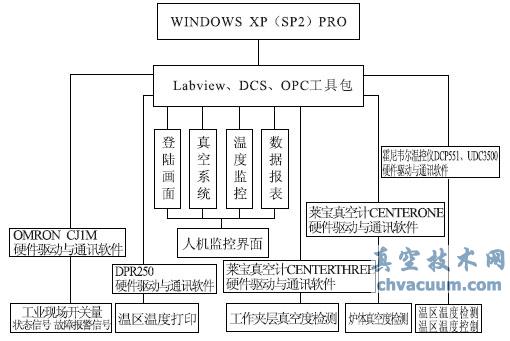
�D3 ����ϵ�yܛ���Y���D
�������˷�ֹ�Dz����ˆT���O��IJ������O���˵�ꑙ��ޣ���ݔ���Ñ��������������_�ܴa�ɵ�ꑵ��O�ؽ����M�в������˳��\��ϵ�y�����в�����ʾ��Ϣ��������O���\�еİ�ȫ�ԡ����ϵ�y�O�ؽ�������t�w���ϵ�y�����S���ӡ����S���ϵ�y��С܇���ӡ����ư��o����ָʾ�����O�бá��y�T���O��IJ������o��ͨ�^�����o���������F�����á��y�T���M�І���ֹͣ���������O�y�O����\�Р�B�;��w�Ĉ���Ϣ�@ʾ�����O����F���ϕr��ϵ�yָʾ�������Ѳ����ˆT�鿴����Ϣ������ȡ��Q��ʩ����ռ��g�W��http://www.jnannai.com/���J�����ϵ�y����Ϣ���^�O���ĕr�g���ԛ]���������tϵ�y���Ԅ��P�]�����O����\�У������˲���Ҫ�ēp�ġ�
������λ�C�cӛ䛃xͨ�^�_�l���ӳ����M��ͨӍ�����F���ɼ����Č��r�ض�ֵ����նȡ��t�w������D����ֵ����������ʽ�@ʾ�ڜضȿ��ƽ����У��������@ʾ��У��@ʾ���r�������τӝL�ӗl�ɲ鿴�vʷ�����������@ʾ�IJɼ��l�ʿɸ�����Ҫ�O������λ�C�c�xͨӍ�����xȡ���r�y���Ĝض�ֵ���O��ֵ��ݔ�����ʰٷֱȡ���������̖����̖�ȣ�ͬ���ڴ˽����о��O���ӟṤˇ����������̖����̖��PID �������������ضȿ�������������Ҫ�ڃx�����M�о��O��������ֱ�^���Σ����ͨ�^���o������ʹ�ضȿ��������քӽo����PID �Ԅ��{������֮�g�o�_�ГQ���ڔ����x�������У����Ԍ��F���ɼ����Č��r�ض�ֵ����նȺ͠t�w��������Ҫӛ䛵Ĕ������浽Ӌ��CӲ�P�С�����F���ɼ��Ĕ����r�������x�攵����·����·�����ļ����������x�����ڽ����Ќ������IJɼ��l�ʸ�����Ҫ�����O����ͨ�^�xȡ�������o������Ҫ�Ĕ����@ʾ���������M�в鿴�������ʹ�ӡ��
2���YՓ
����ᘌ����l��ոБ��t����ϵ�yҪ���_�l��ԓ����ϵ�y�����F�˶��S�̡���NͨӍ�f�h�ăx���x�������������c��λ�M�B�O��ܛ��LabVIEW��ͨӍ������ϵ�y�ɔ_��̖��̎�������^5 ��đ��ã�����ÿ���F����ɺ����M�д�X �侀���չ�������ԓ����ϵ�y�Ĝضȿ��ƾ��ȡ����������Լ����i�B�i�Pϵ�Ŀɿ��Եȸ��ָ�˶��_���˼��gҪ��