�ИI�˜ʡ��߉��Ӛ��b�����y�T���gҎ����(JB/T 11484-2013) �ķ���
������B�˸߉��Ӛ��y�T�Ě丯�g�����g�C���������˙Cе�ИI�˜ʡ��߉��Ӛ��b�����y�T���gҎ����(JB/T 11484-2013) ����Ҫ���ݡ�
1������
�����߉��Ӛ��b�����y�T�Ǽ��g�����ߡ��|��Ҫ�������ȫ�ɿ���Ҫ��ߵ��y�T��JB/T 11484-2013���߉��Ӛ��b�����y�T���gҎ����Ҏ���˸߉��Ӛ��b�����y�T���OӋ��ë�����a���Cе�ӹ����zԇ��ȫ�^�̵�Ҫ���҇��y�T�OӋ���a�����졢ʯ���b���OӋ�͟��ͼӹ��b���ṩ�˽yһ�Ę˜ʡ�
2���Ӛ乤ˇ���c
����Ŀǰ�����I��Խ��Խ��ز��üӚ侫��Ó�Ӛ��ѻ��ȼӚ乤ˇ���߉��Ӛ乤ˇ��ʯ�͟�����ӹ�( ����ú����) ��һ����Ҫ��ˇ��ʩ�������H�����ԭ�͵��p�ͻ����ʣ���������ƷÓ��������b�ã������ȼ���͵��|�����p�pȼ�͌��h������Ⱦ���Ķ���ߟ����^�̵����w����Ч������Ч�档�S���҇����������������ӣ������͏S���Դˁ�����䟒�͵�ˮƽ��������Ч�棬��ˣ��߉��Ӛ��b�õĽ��O�����҇�ʯ�͟����ИI�����c�͟��c���߉��Ӛ��b�õĹ��r���c���R�䡢�߉�(���Q����һ���Class600 �� Class2 500) ���ߜ�(≤500��) �����S�䡣
����2.1�� �R��
�����R����|䓲ĵ��x��ͨ������API 941�����M���������ʹ���ٮa�����Բ���ʧ���ȣ��@�N�F��Q��“���ٵĚ�p��”��Ҳ��“���”�������еĚ������N��Դ����һ�N�ǽ������۟��͟�̎���ȼӹ��^���У����M���˽����У��@�N����“�Ȳ����”���ڶ��N�ǽ�������ϴ���僺�늻��W���g�^���У������x����ʽ�M���˽����У��@�N����“늻��W���”�������N�ǽ���ֱ���ښ�����w��ʹ�Õr����ԭ���M���˽����У��@�N����“�h�����”�����̎�ڷ��Ӡ�B�r�����ڷ��Ӡ�BH2�w�e��ͨ�������M����ٵăȲ������w��ֻ�Џķ��Ӡ�B�x���ԭ�ӑB�ſ����M������С�
H2→2H – 435kJ
�������Ӛ��x���ԭ�Ӛ���x����ܜضȵ�Ӱ푺ܴ��ښ䉺���^�͕r����200����������x����ԭ�ӵ������Ժ��Բ�Ӌ��������≺���ܸߕr����������x���Dz��ܺ�ҕ�ģ���������F�^200. 0MPa �ij��ؚ��ʹ䓮a���˚����¹ʡ�������е��ܽ�ȴ�С����䓵Ě�����a��Ӱ푣����磬���ڊW���w��е��ܽ��Ҫ�����F���w��д�ö࣬��ˣ��W���w䓵Ŀ�������Ҫ���F���w䓺á�䓵��@�N����H��- 120 �� 560��Ĝضȷ����ȣ��M������׃�Εr�ŕ��a������-30 �� 40��r���������@���ڜض��^�ߕr��������е��ܽ���^������ضȽ��͵��ٶ��^��( �糬�^40��/h) �����ܽ���½���������������Ě�������Uɢ�ݳ����Է��Ӡ�B������䓵�ȱ���У��γɸ߉����ݡ��߉������ʹȱ�ݔUչ���γ��Ѽy����ʹ���ٴ�����M����к�ԭ�Ӛ�ͷ��Ӛ��ܲ��ֵ��c����Ѽy����ݱ��ϵ�̼��̼���ﷴ�����ɼ��顣

�������ɼ���ķ����^���Dz�����ġ�����ķ����w�e�^����������л�����ДUɢ�����DZ����]��϶�С�϶�еĚ䷴�����ɼ��������϶�еĚ�։�����ʹ��������К�ԭ�Ӳ������϶�ДUɢ��ʹ���ɼ���ķ����^�m�M�У�ֱ����п��܅��ӷ�����̼��̼�������Ĵ��M��ŕ���ֹ���ۼ���϶�еļ����Լ����Ӛ䣬���a�����_��ǧ�����ľֲ��߉���ʹ϶�ڵĽ��ٳ��ܾ�đ������@���γ��˼����Ѩ———�ѼyԴ���Ķ����صؽ���䓵����W���ܣ��䌦䓵��@�N�p�����Q��“�丯�g”��“�丯�g”��һ�N������Ļ��W�^�̣���Σ���Ա�䓵�������ʽ�Ě�����صöࡣ���丯�g��Ҫ�ǜضȴ���221�� �҉�������1. 4MPa �r�l��“�Ȳ�Ó̼”��“�Ȳ�Ó̼”�����ښ�Uɢ���뵽��аl���������ɼ��飬�������ֲ��ܔUɢ����������;ۼ��ھ����Ѩ�͊A�s�︽�����γ��˺ܸߵľֲ�������ʹ䓮a�����ѡ��Ѽy�İ����ڼ�����ݵ��γ��^���У�������������ݵijɺ��^�̺��L����ˣ��P�I�Ć��}�ǚ��ݵ��ܶȡ���С�����L���ʡ��ښ����γɳ��ڣ��Cе���ܲ��l�����@��׃���@һ�A�ηQ��“������”��Q��“������”��“������”��“������”�����ڹ����ϵđ����Ƿdz���Ҫ�ģ����ɱ��Á��_���O��������䓲ĵĴ��°�ȫʹ�Õr�g����ˣ��߉��Ӛ��y�Tʹ��һ�����ں���äĿ�����Lʹ�á��Ӛ��b�����y�T���ʹ�ü���Cr��Mo��W��V��Nb��Ti ���γɷ���̼����ĺϽ�䓡�ͨ����䓵Ŀ���������Ҫ��ָ䓵Ŀ��丯�g���ܣ������Ҳ��Ҫ��ָ���丯�g䓡�
����2.2����ĸ��g
�����ӹ�����ԭ�͕r��ԭ���е���Ȍ��O�����ɇ��صĸ��g���ڜض�≤120������ˮ���ڕr���γ�HCl -H2S-H2O ���g�Խ��|����������䓮a���������g�_�ѡ���H2S ���g��ָҺ��ˮ��H2S ����( ��ˮ����¶�c����) �r��������ĸ��g����H2S �h�����Q�����ԡ��������g���̎����H�f��( NACE)��H2S �h���Ķ��x���ڟ���ˇ�^���У�ˮ���е�H2S≥50μg/g����������g�_��( SSC) �ǝ���h���Юa���Ě�ԭ�ӝB��䓵ăȲ��������ھ����У�ʹ䓵Ĵ������ӣ���������������������������γɵ��_�ѣ�������������g�_�ѡ�SSC ͨ���l���ں��p�c��Ӱ푅^�ȸ�Ӳ�ȅ^��SSC �a����ֱ�ڑ���������_�ѡ�����Σ�U�Կɷ֞�������H2S <50mg/cm3 �r���_�ѣ�H2S >50mg/cm3 �r�_�ѣ�H2S ���軯��> 50mg/cm3 �_�ѡ�H2S ���Խ�ߣ��a���_�ѵ�������Խ���ѕr�gԽ�̡�����h����ʹ�õ��O��ܵ����x��o䓣��p��MnS �ȊA�s��ĺ��������oˮ�r���ڜض�≤240�����r���O��o���g�����ض�≥240��r�����_ʼ�ֽ⣬����H2S ���g�ӄ�����������䓵Ŀ��پ����g���䌦�F�ĸ��g��260�����ϼӿ죬����FeS ��H2�����F�PƤ���γɣ�����KH2S ���|ĸ�ģ��p�����g�ٶȡ��������乲��r�����g�ٶȼӿ죬���ԭ�Ӛ��ܲ�����������Ĺ����У���ɹ������ɶ�ף�ʹH2S ���|�Uɢ�B����һ���棬H2S �Ĵ��ڕ���ֹ��ԭ���ٽY�ϳ�H2��ʹ�ܽ�����е�ԭ�Ӛ�������10μg/g ����( һ���2 ��6μg/g) ��������ɚ���_�ѡ�
3����Ҫ����
����JB/T 11484-2013 ��ӆ֮ǰ��������o������P�˜ʡ�
����3.1���m�÷���
����(1) �m�õ��b��
����JB/T 11484 -2013 �m���ڟ��͏S�IJ��ͼӚ侫���b�á����ͼӚ侫���b�á���ú�Ӛ��b�á�Ϟ�ͼӚ��b�á����ͼӚ��b�á������ͼӚ��b�á����ͼӚ��b�á��܄��ͼӚ��b�á��Ӛ��ѻ��b�ú�ú���ͼӚ��b�ü�ú�����Ĺ�ˇ��Ӛ��b�õȡ�
����(2) �m�õ��y�T
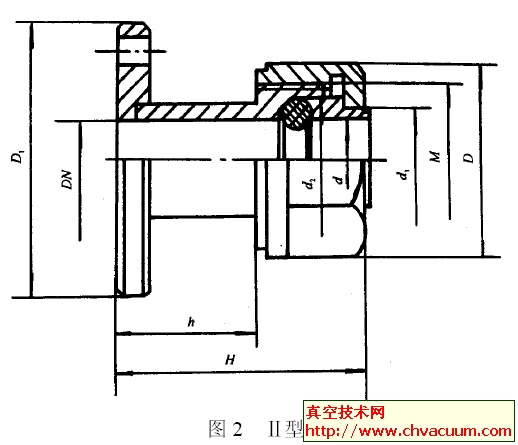
�����߉��Ӛ��b�����y�T��Ҫ��Шʽ�l�y����ֹ�y( ��T �ν�ֹ�y��Y �ν�ֹ�y�ͽ�ֹֹ���y) ��ֹ���y( ������ʽֹ���y������ʽֹ���y����ƫ��б�P��ʽֹ���y��б��ʽ�oײ��ֹ���y) �ȣ�������ƫ��б�P��ʽֹ���y�Ĺ��Q�����˿�����≤CL600�����߉������r���x��б��ʽ�oײ��ֹ���y���y�T���Q�ߴ�DN15 �� DN500��
����(3) �m�õĽ��|
����JB/T 11484 -2013 �m�õĽ��|�К��( ��) �����+ �͚⡢���+ ��Ʒ( ��) ����⡣
����3.2������
����(1) �����ȼ�
����JB/T 11484 -2013 Ҏ�������˜��m�����y�T�Ĺ��Q����PN100 �� PN420 �͉�����Class600 ��Class2 500�����ÃɷN�����ǿ��]���Ӛ��y�T���Ç��ˣ�ҲҪ���]Ŀǰ�������ϼӚ��b�ø߉��y�T�������x��Class600 �� Class2 500 ����r��
����(2) �����ض�
����JB/T 11484 -2013 ��Ҏ���������Ї��ظ��g���|�⣬���|�����ض�≤204��r��呲Ŀ��x��ASTMA105���T�Ŀ��x��ASTM A216 WCB ��WCC�����|�Ĺ����ض�≤280��r��呲Ŀ��x��ASTM A182F11���T�Ŀ��x��ASTM A217 WC6�����|�Ĺ����ض�≤350��r��呲Ŀ��x��ASTM A182 F22���T�Ŀ��x��ASTM A217 WC9��Ҫ���g�Ը�( �˕r���Թ����ضȿ��]) ����|�����ضȞ�300 �� 500��r��呲Ŀ��x��ASTM A182 F321 ��F347���T�Ŀ��x��ASTM A351 CF8C ��GB/T 12230ZG08Cr18Ni9Ti��
4���|������
����4.1���T�칤ˇ
����JB/T 11484 -2013 ��Ҏ�����߉��Ӛ��b�����y�T���T�칤ˇ��횲���ɰ��Ӳ������ģ( �T���ߴ羫�ȸߣ��Ҹߜ�ɰ�͏��Ⱥ�) ������ʹ�T���a���Aɰ���֬ɰ�����܃����֬ɰ�����Ͳ������졣��������ASME B16. 34 �˜��и߉��y�T�T����������ʧ�D�����T�칤ˇ��Ҏ����
����4.2��䓵�ұ��
����JB/T 11484 -2013 ��Ҏ������ע�߉��Ӛ��b�����y�T�T�����T䓱�횲���늻��tұ�����������ܲ������l�Б��t��䓡����ֻ��늻��tұ���r���Ԍ��Һ�M�����������Ԍ��Һ�M�д����ʹ��徫����ȥ������к��s�|�͚��w�������{���Һ�Ļ��W�ɷ֡�JB/T 11484 -2013 ��߀Ҏ���������Һ����VOD ��AOD �t����õķ�������̎����
����4.3���
�����߉��Ӛ��b�����y�T�������R���y�T�����ضȵȺ������x�ÿ��丯�g��䓡����y�T�����ضȞ�200 �� 350��r�����x�õ�̼( ̼�≤0.23%���t- �f�Ͻ��≤0.16%) ����̼����( ̼�≤0.43%) ������( ≤0.020%) ������( ≤0. 020%) ��ASTM A216WCB ��WCC��ASTM A217 WC6 ��WC9��ASTMA182 F11 ��F22�����y�T�����ض�≤500��r�����x�õ�����̼������0.04% �� 0.08% ��ASTMA351 CF8C ��ZG08Cr18Ni10Ti��ASTM A182 F321��F347 �ȿ��丯�g��䓡�
����JB/T 11484 -2013 ��Ҏ���˿���䓵Ļ��W�ɷ�Ҫ���M�㿹�丯�g��NACE MR0103�����g��ʯ�;����h���������_�ѵIJ��ϡ���Ҫ��
����JB/T 11484 -2013 ��Ҏ�����T��呼�ë���ı���Ҫ���T�����M��RT �z呼����M��UT �z���o����RT��MT ( ̼䓺��t- �f�Ͻ��) ��PT��UT ��헙z����˜ʡ�߀Ҏ���˲��P��T������ұ���t�������g���g�z�������M�н���M���z�z��T��еķǽ��يA�s��;����ȵȡ�
����4.4��CF8C �F���w����
����JB/T 11484-2013 ��Ҏ����CF8C �T�����F���w��������4% ��16%���Ա��C���T��Ӳ��≤237HBW(22HRC) �����CF ��T�첻�P��к���һ�������F���w������ߏ��ȣ������T���Ѽy�A���ƺ������ܺ���ߌ�ijЩ������|�����g���ܡ���CF8C ���P䓲��|�ĸ߉��R���y�T���F���w�����ߕ�����Ӳ�ȣ��俹�丯�g���ܲ��á�
����4.5���z�
����JB/T 11484 -2013 ��Ҏ�����߉��Ӛ��b�����y�T�|���z����API 598 �˜ʣ�����ӆ؛��ͬ��Ҫ���M�и߉����w���șz��й©ԇ
5���Y�Z
����JB/T 11484-2013 �˜ʴ����ˮ�ǰ�҇��߉��Ӛ��y�T�����Mˮƽ�����˜ʵ���ӆ���l���c��ʩ����ʹʯ�ͻ����b�õ��OӋ���y�T���OӋ�����a���졢�߉��Ӛ��b�����y�T��ʹ�����˽yһ�ļ��gҎ����ʹ�߉��Ӛ��b�����y�T���|���Ͱ�ȫ�õ����C��