��ѹ���ӵ���տɿ��Է���
�����������������������У��ڸ���պ濾��������������ͭ�����ܽ��з��룬Ӧ�õ���ѹ���ӡ���ѹ���ӵ���տɿ����ǵ���������ܷ���նȵ��������֤����ѹ�����������пɿ���Ҫ����ߵĻ��ڡ�������������ѹ���ӵ���Ҫ�ԣ�Ȼ�������ͭ�����ܵ�ѡ�ġ����洦������ѹǯ������״�ȼ����棬��Ӱ����ѹ���ӵ���տɿ��Խ�����ϸ�������ó������ѹ���ӵĿɿ���������
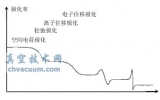
������ռ��������չ�ҵ���ŷdz����ܵ���ϵ�������������Ҫ���õ���ջ�������Ҫԭ�����ڣ��ٵ��������ԭ���������õ糡���ų��������Ƶ��������˶����Դﵽ�Ŵ�����ʾͼ���Ŀ�ģ������������������ӽ϶࣬�������Ͳ��ɱ���Ҫ�������ײ���ı��˶��Ĺ��ɡ��ڵ��������һ�㶼��һ������Դ�����������������������ȣ����Ƕ���һЩ���еĻ�ѧ�Ի��ñ��棬�����ܵ�������ж����ö�ʧЧ��ֻ������ջ����ڲ��������������ɴ˿ɼ�һ��������������ڲ���ձ仵�ˣ���Ȼ�����������ܵĸı䣬������ȫʧЧ��
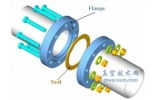
���������������������������Ҫһ����ռӹ�����———���������ڲ��ϳ�������¶��������и��ֺ濾��������Ƶ���ȳ������ߵ��Ӻ�������ȣ�ʹ���ڲ����屻������ﵽһ������ն�����������������������������豸�Ͻ����ܷ���룬����������һ���ȡ���������ܣ��ܷ����ʱ������ѹ���ӣ�����Һѹǯ������ǯ�����������ܲ���ǿ�����Ա��ζ��γ�����ܷ��Ľ�ͷ���Ӷ��������ܷ����������豸���롣
����Ŀǰ�ڵ���������У���Ҫ��������ͭ�����ܵ���ѹ���Ӷ����������ܷ���롣����ͭ��������ѹ���Ӿ��������ص㣺
����(1)��ӽ�ͷ����Ӱ�����������������������ȶ�;
����(2)������豸�ͽ��еĹ��ղ�����;
����(3)������������ܿ��Ա�����벣������������ʱ�����IJ���Ҫ©��;
����(4) ����ʱ�ϴ�ĺ���ѹ�����������δ��ӿɿ��Ժá�
������������ͭ������ʱ������ϸ������һ�����ּ�ǯ����ڴ�������һ����Һѹ��ǯ�������������������������ܴ��ķ����Ҫ���б�����һ����ý���������ͼ1 Ϊ�����ü�ǯǯ�ڼ�����������ܵķ���˵Ķ���ͼ��

ͼ1 ��ǯǯ�ڼ������ܵķ���˵Ķ���ͼ(��ͼΪ�ּ�ǯ����ͼΪҺѹǯ)
�����ڵ���������������У��Է���Ŀɿ���Ҫ��ܸߣ�����������û�ֱ�Ӿ�����������������ܣ���ռ�����(http://www.jnannai.com/)��Ϊ������ɿ��Բ�ᵼ�µ��������©�����ڲ���նȱ仵����������Ӱ�����������ԣ���������̫�࣬��Ӱ�������ı仯��դ�����������䶯����������������������������ȡ���������½������ڴ��Ƶ�����������������ѹ���ߡ����ڲ�������������ʧЧ�ȡ�
��������ͭ��������ѹ���ӵ���տɿ��Եĺû��ǵ���������ܷ���նȵ��������֤�������ѹ�����ǵ�������������пɿ���Ҫ����ߵĻ��ڡ����Ĵ�����ͭ�����ܵIJ��ϡ����洦������ѹǯ������״�ȼ��������ѹ������տɿ��Ե�Ӱ���������������ó��߿ɿ���ѹ���ӵ�������
1������ͭ�����ܲ���
�������������ڵ������������������Ϊ���ӵ���������������豸�Ĺ��ɽṹ��һ�˺����ڵ���������У���һ��������ʱ�̶��������豸�С����������������ʱ��Ҫ�濾������Ҫ�������ܲ�����Ҫ��500 ��ĸ���;��������Ҫ������ѹ�������ܷ���룬Ҫ�������ܲ��Ͼ���һ�������ԡ���ѡ�����º;������Ե�ͭ��Ϊ�����ܲ��ϡ�ͭ�������ں��ӹ����У���ʱ�������������н���ǥ������ͭ�����ں������ϸ�����ⲡ�����²���©����Ϊ����ͭ�����ܵ�©���������ú���������0.003%������ͭ������Ϊ�����ܡ�����ͭ���Ϻʹ�ͭ���ϳ���������ͬ��������ɫ����������ͬ����������Ϊ��ֹ��ʹ��ʱ��������ͭ�ܵ�������ͭ��ʹ�ã���ÿ���β��Ϻ���ʹ��ǰ�����������֤����ϵ������ԣ�ȷ�ϲ��ϵ�������ܡ�
����ȷ������ͭ�ܲ��Ϻ����ǽ����������飬һ���ǽ�����ͭ��ֱ�ӽ�����ѹ���ӣ���һ�齫����ͭ�ܽ����˻������ٽ�����ѹ���ӣ�Ȼ�۲����ܷ���ͼ�������ԡ�ֱ�ӽ�����ѹ���ӵģ����Ӻ�����ͭ���м���һ���Է�϶��©��̫����ռ�©��û�����м�©�������˻�����ͭ�ܽ�����ѹ���Ӻ����ܷ���������ã���©�Ǽ�©��©��������˵���˻���ʹ������ͭ�������ܱ������ܹ���֤��ѹ���ӵ���տɿ��ԡ�
����ͼ2 Ϊ��ѹ��������ڱ���ķŴ�ͼ��

ͼ2 ����ͭ��ѹ���ӱ���(��ͼΪδ�˻���ͼΪ�˻��)
2������ͭ�����ܱ��洦��
������ѹ���Ӽ�ѹ����ͭ������ʱ�����Źܶ����Բ�α�����״������ܷ�״̬���Źܱں����Ϊ80%~86%���ܷ�״̬Ϊ��ѹ�����ӽ�����ԭ�Ӽ��(4~6×10-8 cm)����ԭ�ӵ���ɢ���γ������Ժ��ӣ��Դﵽ����ܷ⣬�ж������ܣ������ѹ����ǰ������������ѹ���ӵĿɿ��Թ�ϵ�ܴ�����ͭ�Ź���ѹ����ǰ�ı�����������Ĥ��ˮĤ�������л��������伷ѹʱ����չ��С�ı�Ĥ�������ڼ�ѹ�Ľ���ܷ��棬Ӱ��ѹ������������ԡ�
��������ͭ�������ڿ����б�¶��ʱ��������γ���������п�����������Ĺ������γɱ����е���ˡ��������۵ȣ���Щ����ѹ����ʱ��Ӱ�캸�������Ϳɿ��ԣ�ʹ����ѹ�������γɿ��ڷ졢����ϸ��ͱ������Ƶ�ȱ�ݣ�Ӱ���亸�������ԡ�ͼ3 Ϊδ���б��洦������ѹ���ӱ���ȱ��ͼ����ͼΪ�ܷ���м�ο��ѵ���©������ͼ����ͼΪ�ܷ�����ϴ���ϸС���Ƶ���©����

ͼ3 δ���б��洦������ѹ���ӱ���ȱ��ͼ
�������������ѹ��������õ����ݣ�����δ�����κδ�������ѹ��������ͭ��������ܲ�©���ı���Ϊ23%���ɿ����ܺܲ�����������������Ŀɿ���Ҫ�����ں���ǰ���б��洦����һ�����ϸɰֽ��ĥ����ͭ���棬��ѹ��������������棬Ȼ����ð���պ�ƾ���������ͭ���棬ʹ�����ʽ�������ɫ�����洦���������ѹ���ӣ�δ����һ�����©��������տɿ������á��ɴ˿ɼ����б��洦���ܹ������ѹ���ӵ�������ܿɿ��ԡ�
3����ѹǯ������״
������ѹ���Ӽ�ѹ����ͭ������ʱ���������ǯ�������ܴ�Բ�α�����״���ڣ�ʹ�����������˳�����ܷ�״̬����ѹǯ��ÿ�ν��к���ʱ������״̬��ͬ���º��ӵ�״̬�����ƣ�Ŀǰ����ѹ���Ӿ�����Һѹǯ���з��룬��ͼ1 ����ͼ��ʾ�����ǯ�ĵ���Ϊ״���ڣ����ΪԲ��״���ڷ���ʱ��Ƭ��ѹǯ������Һѹ���������ӽ�����ڵļ�˽Ӵ���һ�𣬽������ܼжϣ��ﵽ��ѹ���ӵ�Ŀ�ġ���������ѹ����ʱʹ�������ܱ���(��Բ�ε�״����)�ĽǶ�����ѹǯ������״������ͼ4 Ϊ��ѹǯ����ʾ��ͼ��

ͼ4 ��ѹǯ����ʾ��ͼ
������ѹǯ���ڵļ����ͼ4 ��ʾ��һ���Ϊ��ͷ��ΪԲ��״����ѹ�Ӵ���Һѹǯ������Ƭ��ͷ�ܹ���ȫ�Ӵ����Ѵﵽ���������ܷ�����Ŀ�ġ�����ѹ��ͷƽ��һ���ܹ��Ӵ���һ����ڷ�϶����Ҫ������ͷ��װ��ͶԵ�ͷ��������䣬��Ȼ��ѹ�������ܻ����һ����϶���һ�����һ���ĺ����������©������ѹǯ��ͷ�����ھ��Ⱥ������һ�����һ������ǣ���ͼ4 ��ʾ����Ƿ�Ϊ���ֽǶȣ�һ�ֽǶ�Ϊa ��Լ��90°���ң���һ�ֽǶ�Ϊb ��Լ��60°���ң�������������ֽǶȵ���ѹǯ���ڽ�����ѹ���ӣ���һ��ֱ��d �������ܽ����ܷ���룬�����ܵĺ��Ϊ0.15 d����ѹ���Ӻ������ܺ��Ӷ������һ�¼�ѹ��ĵ����棬�ڵ��ڵĺ����һ�α���һ���Ƕȵ�������������б�棬ͬʱ����ǰ�εĿ��ȴ��������ܵ�ֱ��d��������������������ϼ�ѹ���ڳ������ʼ�ѹ�洦�ĺ��Ϊ���ڽӴ����ȣ�����ǰ��������Ϊ���ڵĿ��ȣ��Ե��ڽӴ��浽����ǰ�εľ���Ϊ���ڵij��ȡ���������ǶȲ�ͬ��ѹǯ�����������������ݣ�����麸�ӵ���������ԡ���1 Ϊ��ͬ�Ƕȵ�����ѹ���Ӻ������ܵ��ڵ����ݡ�
��1 ��ͬ�Ƕȵ�����ѹ���Ӻ������ܵ��ڵ����ݱ�

����������1 ���ݣ����ڽӴ����Ⱦ�Ϊ0.7 d�����ڵĿ��Ⱦ�Ϊ1.3 d����Щ���ݺ͵��ڵĽǶ��أ����������õ������ܲ��ϵĺ���йء������ڵij����ڽǶ�a ״̬��Ϊ0.5 d���ڽǶ�b ״̬��λ0.9 d���Ƕ�С�ĵ��ڳ��ȱ䳤��ͬʱ���Ƕ��������������Խ��м�飬�Ƕ�a ��������ܲ�©���ı���Ϊ85%���Ƕ�b ��������ܲ�©���ı���Ϊ98%���ɼ����ֽǶȵ���տɿ��Զ��ܺã����ڽǶ�С�����տɿ��Ը��á�������Dz��õ��ڽǶ�С(60°����)����ѹ�����ڣ�ͬʱ���ǵ����ڽӴ�����ǰ��������һ���ı��Σ������ڽ�����ѹ����ʱ������λ��ǰ1.5 d ���ȷ�Χ�����ޱ�ĺ����档�����϶���ѹ������տɿ��Ե�Ӱ�����������������������ǰ��Ҫ������ͭ�����ܽ����˻��������б��洦��ͬʱ���õ������С��Һѹǯ���ھ����������ѹ���ӵĿɿ��ԡ�