���ƴɚ�������׃������b��ߴ羫��
�����ķ���Ӱ��մɴɚ������^(gu��)�̵��Π�׃����������,̽ӑ��ο��Ɵ����^(gu��)�̵�׃����,ʹ���ɺ���մɴɚ��ߴ�һ�������,�Ķ�����c�����㲿������Ͼ��ȡ�
�����������������ý��ٻ�- �մ��⚤,����ӹ���ˇ��(f��)�s,�ӹ��y�ȴ��ҳɱ���,��ߴ繫���λ������y�c������������(bi��o)��(zh��n)��һ��,1983 ��12��(gu��)���C����GB4069 - 83������մ���������(bi��o)��(zh��n),����1996 �꽵���ИI(y��)��(bi��o)��(zh��n)SJ/T10742-96 ���Ę�(bi��o)��(zh��n)�ă�(n��i)�݁�(l��i)��:��ͬ���մ�(����) ��ˇ������ߴ繫���(hu��)�в�ͬ�ĵȼ�(j��)����;1-5 ��(j��)��Ҫͨ�^(gu��)ĥ�ӹ������_(d��)��,6-10 ��(j��)���ĥ�ӹ��������C;6 ��(j��)����Ŀǰ��ĥ�ӹ�(����ߴ�) ����Ҫ�_(d��)������õȼ�(j��)��Ҋ(ji��n)��1 ��
��1 ��SJ/ T10742-96 ��(bi��o)��(zh��n)��6 ��(j��)��7 ��(j��)�ߴ繫����^

����90�����ǰ,���õ��ǟቺ�T�������a(ch��n)��ʽ,��(w��n)���{���տs�ʡ��pС���w�տs׃���ǿ����մɳߴ�����Ҫһ��(g��)�h(hu��n)��(ji��),��?y��n)�ɼ��ijߴ羫����ȫ��ģ�ߺ͟����^(gu��)�́�(l��i)���C���M���҂�����Ŭ�������տs�����L(zh��ng)�ڷ�(w��n)���ڿɿصķ�����(n��i),����(d��ng)�r(sh��)�Ŀ���ˮƽҲֻ���_(d��)��±1.5%������90�����(y��ng)�õ��o�����ͼ��g(sh��)��,�մɹ�ˇ���g(sh��)Ҳ�õ����������,�մɃ�(n��i)���|(zh��)����ȫ�^(gu��)�̺ϸ��ʵõ��^����ߡ�����,�c��(gu��)�����M(j��n)�մ����a(ch��n)��I(y��)����^,�҂�?n��i)����մɹܚ�����Ⱥ����ε�һ�����ϴ��ڲ��㡣Ŀ�?��������մɿƼ�����˾(��(ji��n)�Q(ch��ng)���˾) ��ĥ�ӹ�(����) �ɚ��ߴ繫��Ҳֻ�ܿ�����±1 %ˮƽ,����͑�(h��)Ҫ���^��,ֻ��ͨ�^(gu��)�C(j��)еĥ�ӹ��ֶ�(l��i)�_(d��)��,��(sh��)�`�C��:�մɱ��潛(j��ng)ĥ�ӹ���,��(sh��)�H���Ɖ���ԭ�����ܵ����^(gu��n),���������ܵ���Ⱦ,߀��(hu��)Ӱ푴ɚ��ķ�ӏ�(qi��ng)��,���Ҵ���������a(ch��n)�ɱ���
�����S�����������İl(f��)չ,��(du��)�մɹܚ������(�ߴ繫�����λ�����) ����Ҫ��ҲԽ��(l��i)Խ�ߡ���(d��ng)ǰ,�մ��ИI(y��)������մ�����һ���Ժͳߴ羫�ȷ��摪(y��ng)ԓ��ҕ�մɟ����^(gu��)��,��?y��n)�ɚ��s�ٷ�ʮ���տs���ڟ����^(gu��)�����M(j��n)��,���տs�^(gu��)�����ְ��S���Π��׃��,�@��(g��)�^(gu��)�̿��Ʋ��Õ�(hu��)ʹ�ɚ��ijߴ繫��׃����λ����׃��(׃�Ρ�����) ,��ʹ�ں���ͨ�^(gu��)ĥ�ӹ��ķ������Ը�����ߴ羫��,������ĥ�����@Ȼ�ǟo(w��)�ε��k��������,��������մɟ����^(gu��)���е����P(gu��n)��(w��n)�},̽ӑ���ƺ��M(j��n)��ˇ����(sh��)��ˇ������;��,���ƺͿsС���w�տs�����ʹ��w׃�η������@��,����������ߟ��ɹ���ϸ���,�pС����ęC(j��)е�ӹ��ɱ�,߀����������ĥ�ӹ��մɹܚ����ȵȼ�(j��)��
1�������մɹܚ��ڟ����^(gu��)���Юa(ch��n)����׃������
�����ɚ��ڟ����^(gu��)���е�׃�Ρ�������Ӱ푿��Ƴߴ繫�����λ�������Ҫ���ء��D1 ���e�ˌ��˾�����(l��i)�ɚ��a(ch��n)���ĎN������׃�������D1(a)�鳣Ҋ(ji��n)һ�N�ڲ���׃�F(xi��n)��,Ҳ�Ǯa(ch��n)����(sh��)���^���һ�N,һ�������ۿ�Ҋ(ji��n)��r��,�Ѳ��ܝM(m��n)���O(sh��)Ӌ(j��)�ߴ繫��͈A�ȵ�Ҫ�D1 (b)�ǵײ������ȿ���׃�F(xi��n)��,����ײ��տsһ��,�A���^��,����ߴ�ƫ��;��֮,�����ܳ����(b��o)�U;��ɶˏ���ߴ������@�IJ�e,��ɴ�ֱ��׃��D1(c)�dz��p���ȿ���׃�F(xi��n)��,������¿ڲ��տsһ��,�A��߀����,�ɶˏ���ߴ綼ƫ��,��ɴ�ֱ�ȡ��A����׃��;��֮,�����ܳ����(b��o)�U���D1(d)���ϲ��ʿs����׃�F(xi��n)��,����Ͽڲ��տsһ��,�A��߀���Ա��C,������ߴ�ƫС,��ֱ�ȡ��A����׃��;��֮,���ܳ����(b��o)�U���D1(e)�dz��p�s����׃�F(xi��n)��,������¿ڲ��տsһ��,�A�ȿ��Ա��C,������ߴ�ƫС,��ֱ�ȡ��A����׃��;��֮,���ܳ����(b��o)�U���D1(f)�Ǵɚ����w�l(f��)����׃�ĬF(xi��n)��(���w�ֲ��a(ch��n)����Ť�����N��׃��,�����߶ȷ���ijߴ�һ��������^��) ,���w�ijߴ繫�����λ����l(f��)���^���ƫ��,һ�㶼�ǏUƷ���D1(g),(k)�����w�ɚ��ߴ�׃���ĬF(xi��n)��,����տs����һ��,׃����С,��(sh��)�H�ߴ�������O(sh��)Ӌ(j��)�ߴ��������ؓ(f��)�������(n��i);��֮,��һ���dz��
�D1 ���N���͵Ĵɚ�׃��ʾ��D
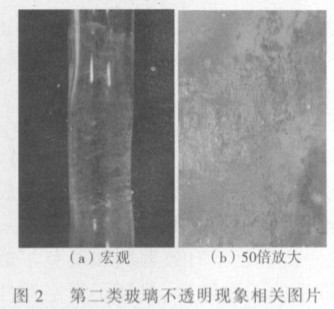
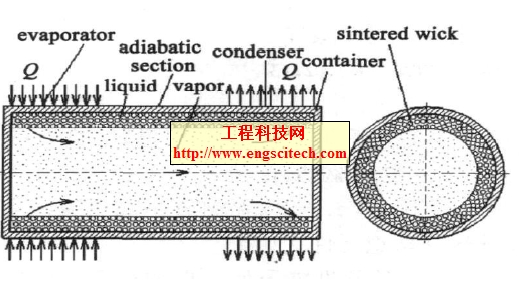
������ɴɚ���׃��ԭ���^��(f��)�s,����w���տs�^(gu��)�����ڸG�t��(n��i)�ߜ��A����Ȼ�M(j��n)�С����˾�b�G�ķ�ʽ��D2 ��ʾ,���ÈD3(b)�еĉ|�_�ڸߜ�������G�t��(n��i)�M(j��n)�дɚ��ğ��Y(ji��)��
�D2 ���ɚ������b�dʾ��D�����D3 ���N���õĉ|�_���ΈD
�����ĈD2 ��(l��i)��,�ɚ����|�_������ɳ�ͳП���M���˟��Ɇ�Ԫ,����?c��)ڟ��ɕr(sh��)���Г�(d��n)����������,�֮�g߀�����������ϵ��P(gu��n)ϵ(�|�_�տs�ʡ��|�_�c�П����Ħ���������П����ƽ���ȡ�����ɳ�����Ⱥ�ɳ�ӵĺ�ȵ�) ������@�ׂ�(g��)�P(gu��n)�I��υ���(sh��)�_(d��)������(y��u)���M��,�մɹܚ��ڟ����^(gu��)���о����a(ch��n)��׃��,�������һ�N��ϲ���,����(hu��)ʹ����һ�N������ʧЧ,��K�Ɍ�(d��o)�´ɚ��l(f��)���Π��׃�����ɚ�׃��Ҳ�����ض��ı��F(xi��n)��ʽ��Ҏ(gu��)��,һ��ɚ���׃�δֶ��a(ch��n)�����c�П�����|�ĵײ�,�����sռ���ɔ�(sh��)��1 %��3%;��(g��)�eƷ�N(���ڡ�����(du��)�Q(ch��ng)) �����^��;�p�ӯB�b���ɵĴɚ��������a(ch��n)���ڵײ����в�,��(sh��)���^��;�Еr(sh��)��(hu��)��ij��(g��)Ʒ�N�������a(ch��n)�������a(ch��n)��(w��n)�����g�a(ch��n)��׃�εĔ�(sh��)���sռͶ�ϔ�(sh��)��3%��5% ,��(y��n)�ؕr(sh��)����ռͶ�ϔ�(sh��)��10 %���ϡ�ͨ�^(gu��)��(sh��)�`����,�D1(a) ����׃��Ҫ�lj|�_�](m��i)�Ќ��ɚ�����ס,ʹ�ɚ����տs�r(sh��)�������ɿ��g����;����,�p�ӯB���ɚ�֮�g�o(w��)�|�_,�|�_�c�ɚ�֮�g�b���g϶�^(gu��)��,���g϶������ɳ��ס,��|�_�տs���ڴɚ��տs,�|�_�����a(ch��n)������׃�����¡�(b)����׃��Ҫ���²��|�_���տsС�ڴɚ��տs����,����ɚ��c�|�_����g϶���^(gu��)���ɳ�����Ҳ�ɮa(ch��n)����(c)�D����׃��Ҫ�Ǣ��ϡ��²��|�_���տs��С�ڴɚ����տs����; �����ϲ��|�_���݇�(y��n)��,����տsС����; ���Еr(sh��)�l(f��)���������r(sh��)���ڲ�ɳ�������ȿڡ�(d),(e) �D����׃��Ҫ�lj|�_���տs���ڴɚ�����(a �ʽ�|�_) ; (f)�D����׃��Ҫ�lj|�_�l(f��)�������@��׃��(�N��) ,�����b�G��(w��n)�}ʹ�ɚ�����l(f��)���Aб����λ������;(g),(k)�D����׃��Ҫ�Ǵɚ��Č�(sh��)�H�տs���c�ų�ϵ��(sh��)����^��,����ģ�ߺ�ԭ�����e(cu��)������ë����졢����܇(ch��)�Ƴߴ���e(cu��)�����¡�
����ͨ�^(gu��)ԇ�(y��n)���C���ɚ��a(ch��n)����׃��Ҫ������: �ى|�_�ʹɚ����տs���в�e������ƥ��������ġ��ډ|�_�ܴɚ�������(����) ���c�ư��Ħ������������һ��������ġ��۴ɚ��ڸG��(n��i)�ܟ����������ġ��ܴɚ��c�|�_������g϶������������ġ����b�G�������������_������ġ�