���������ĺ��|(zh��)�V�z©����
�S�������������ڮa(ch��n)Ʒ�����Ӽ���������I(y��)���a(ch��n)Ʒ�|(zh��)������ҕ�����|(zh��)�V�z©�������҇���������������I(y��)�еđ�(y��ng)��Ҳ�����f�������|(zh��)�V�z©���������º��Q���z��������`���Ⱥ͜�(zh��n)�_�Զ�ͨ����(y��ng)�������w��©�ȼ��^�ߵĉ��������ϡ����z���������Ͽɷ֞��ú����(n��i)���Ӊ������O(sh��)���(n��i)��������ⲿʩ���@�ɷN�����ں����茢�O(sh��)����ȫ�����ՠ�B(t��i),����������ԇ�(y��n)���O(sh��)�䣨��ߡ��͉���ձá�����y�ȣ����O(sh��)�乤�b�����≺�ӏ�(qi��ng)Ȧ����ʹ��r(ji��)��ߣ�����ԓ����ͨ�������ݷeС����ڵ��O(sh��)�䣻���ڴ����(sh��)�����������ԣ�ͨ����(y��u)���x��ǰһ�N������
ԇ�(y��n)ԭ��
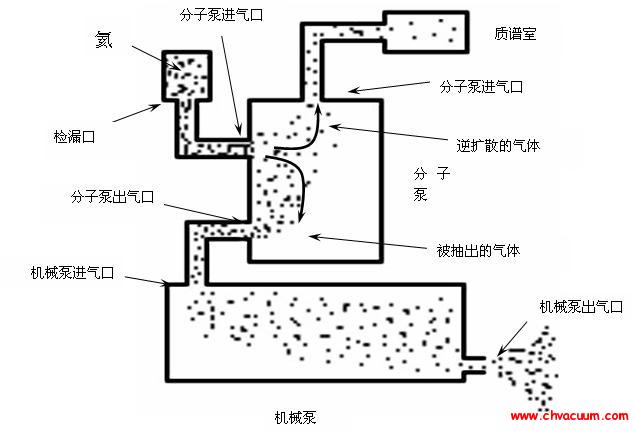
�|(zh��)�V�z©�x�Ǹ���(j��)�|(zh��)�V�W(xu��)ԭ�����ú���̽�����w���Ƴɵăx����
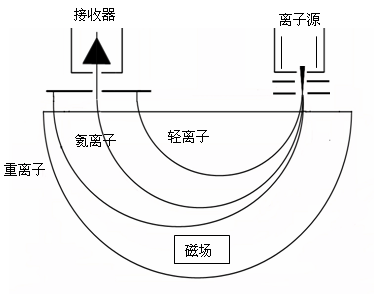
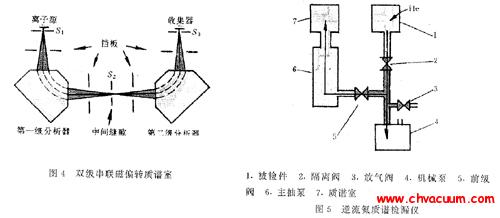
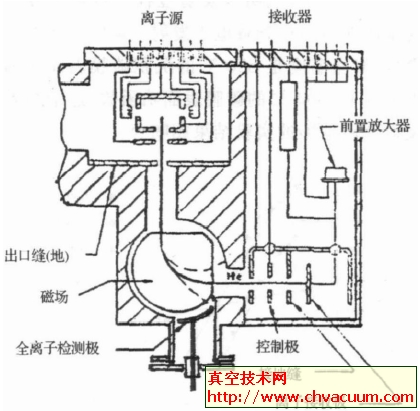
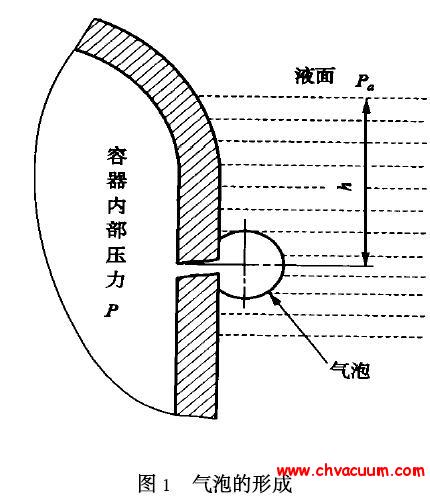
ԇ�(y��n)�r(sh��)��(d��ng)���©����й�����Sͬ�������wһ�������|(zh��)�V�z©�x�У��|(zh��)�V�z©�x��(n��i)�ğ��z�l(f��)�������Ӱѷ�����x�����x���ڼ��و����������������\(y��n)�ӣ��γ��x��������(d��ng)�x���������c����ֱ�Ĵň������A���\(y��n)�ӣ�܉���돽����ʽ?j��ng)Q����
ʽ�У�R ���x���\(y��n)��܉���돽��cm��
������H ��ŸБ�(y��ng)��(qi��ng)�ȣ�T��
M/Z���x���|(zh��)���c��늺ɔ�(sh��)֮��
U�����늉���V��
����ʽ��֪����(d��ng)R��H�鶨ֵ�r(sh��)����׃����늉�����ʹ��ͬ�|(zh��)�����x��ͨ�^���տp���ՙz�y���ڃx����������ijһ�ض�λ�����O(sh��)���ռ��O���Ϳ��Ѻ��x�ӏĮa(ch��n)�����x�Ӛ������и��x�������D(zhu��n)�Q��x���@ʾ�ı���——���|(zh��)�V�z©�x����ĺ����ֵĉ�������(sh��)��������̽���⣬�����ڿ՚⼰���ϵ�y(t��ng)�еĺ��������ڿ՚��ЃHռ��ʮ�f��֮һ���@�Ӄx��������С��ͬ�r(sh��)�����|(zh��)��С���H���ښ䣬����ͨ�^©�ף������^�ߵĔU(ku��)ɢ�ٶȣ���ʹ��С��©����Ҳ��������(y��ng)�������������Ԛ��w�������c���z�O(sh��)��ĸ��N���ϰl(f��)������(y��ng)�����ױ�������ʹ�ð�ȫ��
��ˇ�^��
���z��(y��ng)���O(sh��)��ʩ���������z�(y��n)������ɺ��M(j��n)�С�ԇ�(y��n)ǰ�O(sh��)����漰��(n��i)����坍�������t����Ӱ�ԇ�(y��n)�Y(ji��)����������e(cu��)�`���Дࡣ���ľ̓�(n��i)���Ӊ����z�����Ĺ�ˇ�^�������º�����
ԇ�(y��n)������Ʒ���O(sh��)��
���|(zh��)�V�z©�x������������ƿ�����L(f��ng)�b�á������������ϱ�Ĥ���z��2.2�����^��
�O(sh��)��ı���̎��������
���ں��z��ͨ�^�����^©�ׁ�z©�ģ����Ժ��p�������������ۡ������Լ��O(sh��)���(n��i)���ķeˮ���۹��ȶ���ʹй©�ו��r(sh��)������Ӱ푙z�y�Y(ji��)������ˣ�ԇ�(y��n)ǰ��횏ص������O(sh��)���(n��i)�������p���沢�ß��L(f��ng)�b�Ì��O(sh��)���(n��i)���ص��
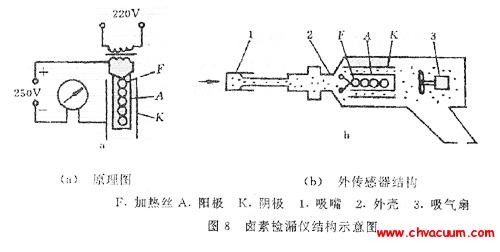
�|(zh��)�V�z©�x��У�(y��n)
�����c�|(zh��)�V�z©�x֮�gʹ�ý���ܛ���B�Ӻ�������������У��(zh��n)©�׳��ڂ�(c��)��У�(y��n)�x�����x��(sh��)���|(zh��)�V�z©�x��(y��ng)��У�(y��n)��ʹ�ò���ԇ�(y��n)���gÿ1~2С�r(sh��)У�(y��n)һ�Ρ��|(zh��)�V�z©�x�ęz©�ʑ�(y��ng)�����O(sh��)�������S©��1~2��(g��)��(sh��)������
��(n��i)���Ӊ�
���Ȍ��O(sh��)�䷀(w��n)�̵������������L(f��ng)���õĈ������B�Ӻ�ԇ�(y��n)�ù�·�������������������ٲ��Ãɂ�(g��)������ͬ�ҽ�(j��ng)У�(y��n)�ĉ�����������(y��ng)���䰲�b��ԇ�(y��n)������픲������^���λ�á����õ�?d��)���������Ԛ��w���O(sh��)�䉺�����,Ȼ���ü�������Ϛ��ԇ�(y��n)�O(sh��)��ă�(n��i)��������ԇ�(y��n)�����ґ�(y��ng)ʹ�O(sh��)���(n��i)�����ٺ���10%~20%�ĺ��⺬����ԇ�(y��n)������(y��ng)�������O(sh��)���O(sh��)Ӌ(j��)������25%����������0.103MPa��
�z��
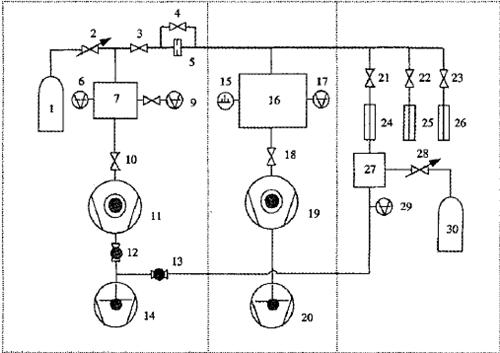
�O(sh��)�䱣��30��犺�,�Ò����ʲ�����25mm/���������ٶ��ھ��x���p���治����3mm�ķ�����(n��i)������˱��,����(y��ng)�ĺ��p�ײ����϶��С���Ҋ�D1��
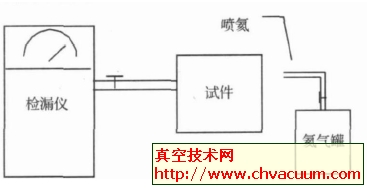
1- ���|(zh��)�V�x�� 2- ������3- ���z����4- ����Դ��5- ����У��(zh��n)©��
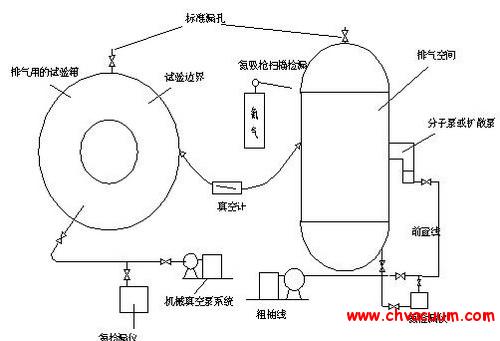
��ܰ�Ⱥ��p�^���z�y��e�^��r(sh��)���Ɍ�ԓ���������ϱ�Ĥ��ȫ��ס�����z����ס����ʹй©�ĺ����M(j��n)��������D2 ��ʾ��
�������ֵIJ�ͬ̎����С�ף��ڳ���һ���ĺ���ǰ�����ӛ�������x��(sh��)��Ȼ���סС�ף�12С�r(sh��)������ͬ��λ����ӛ��µ��x��(sh��)����l(f��)�F(xi��n)й©���t��(y��ng)��ǰ���ķ�����l���p�M(j��n)���Ų�ֱ���ҵ�й©�c(di��n)��