���|�V�z©���X�ư��ʽ�Q�������a�еđ���
�����ڰ��ʽ�Q���������a�У��S���ÑQ����й©��r��Ҫ�������������|�V�z©��ʹ���������l�������Ľ�B���ڰ��ʽ�Q�����M�к��|�V�z©���õķ������������Ҫ���Ƶ�������
�����ڰ��ʽ�Q�������OӋ�������^���У�����(j��)�OӋ�D�ӻ��߹�؛��ͬҪ���M�к��|�V�z©����r�������ձ飬�e�O��̽���X�ư��ʽ�Q�����ĺ��|�V�z©�ķ����Ϳ���Ҫ�،����ʽ�Q���������a����������Ҫ��ָ�����x��й©�ǽ^���ģ���©�t�������ġ����ʽ�Q����ʹ���У�������Ҫ֪���Пoй©������߀Ҫ֪��й©���ж���|�V�z©����ˌ����ʽ�Q������©���ɶ��Է������������˵��D׃��
1���X�ư��ʽ�Q�����ĽY�������c
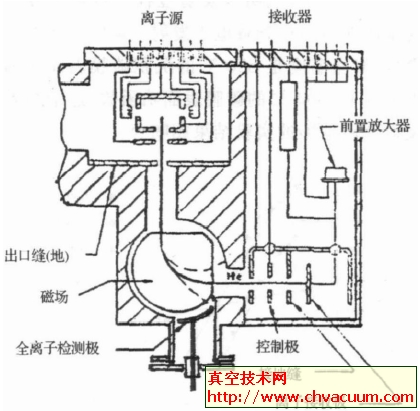
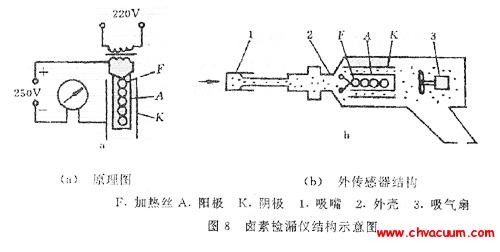
�����X�ư��ʽ�Q�����ɷ��^���ӹܡ������w��֧���M�ɡ������w�ɷ�l�����塢��Ƭ�͌���Ƭ�M�ɡ����匢��Ƭ�A�����g����l��ס߅�ϣ�����Ƭǰ��ֲ�����D1-1�����|�ڸ��塢��l����Ƭ������Ƭ��ͬ���ɵ�ͨ�������ӡ��@��һ��һ��ͨ���B�ӵ��OӋ�ĸ߶ȡ����ʽ�Q�����M�b��ɺ��͵�����F���t�иߜ��F�ӣ�ʹ�ø��塢��Ƭ����l�͌���Ƭ���|�����ۺ���һ��ɞ�һ�����w��
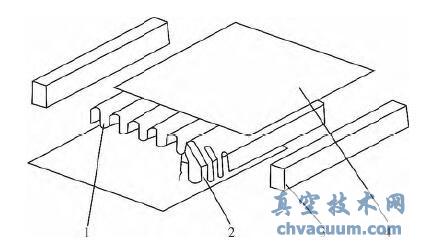
�D1 ���ʽ�Q�����Y��ʾ��D
�������ʽ�ēQ���������Y�����c���e��ʽ�����������o������Ч�ғQ����e���p�L�ȴ�
2���X�ư��ʽ�Q�������Ùz©����
�������ʽ�Q������й©��Ҫ����©�̓�©�ɷN���oՓ���úηN�z©��������Ŀ�Ķ��Ǟ��˽�Q����©���}��
����2.1�������ݷ�
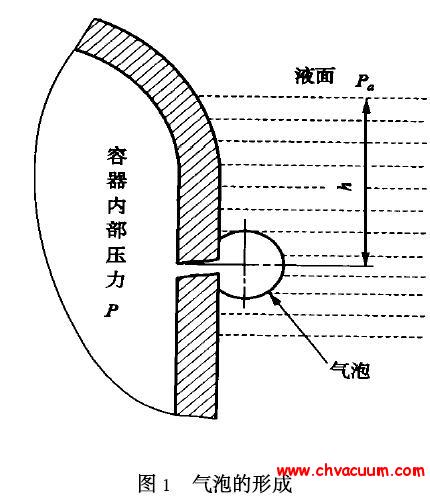
�����ڌ����ʽ�Q�����M���ꏊ��ԇ�ǰ��һ�㌦�����|ͨ�����뉺��ֵ��0.1MPa-0.2Mpa �ĸ���������o�͵Ě��w���ړQ��������ĺ��p̎ˢһ����ȵķ���ˮ���������й©�c�����B�m(x��)�γɷ����ݻ��߷����ݱ����w���ҳ���©�c���������н��|ͨ��ж�����M���a�����ޡ�
����2.2��������ԇ�z©��
�����ڌ����ʽ�Q�����M���ꏊ��ԇ�������н��|ͨ���������������o�͵Ŀ՚�⣬ʹͨ�������_���OӋ�D������Ҫ��Ě�����ԇ��������ʽ����ˮ���з�(w��n)��30 ��犣��Д�����Пo���ݳ��F(xi��n)�����К��ݣ��ҳ���©�c�M�И�ӛ��
����Ȼ�����ȵ͉�ͨ����߉�ͨ����ԭ�t����ηſձ��yͨ�������������ęz©��ˇ������ͨ���z�飬��K�ж��Ƿ���ڃ�©�c���Լ��ĽMͨ��֮�g���ڃ�©ȱ�ݡ�
����2.3��U �ιܷ�
�����ڌ��������ꏊ��ԇ������ԇ�M���ꮅ������U �ιܷ������w�����M��й©�z�顣
���������zͨ���ĸ��ܿ�ʹ�Ð�����ڣ�ֻ��һ���ܿ������z���B�ӵ�����һ����ˮ��������U �ιܣ��˕r���zͨ���ȵĉ����c����≺��ƽ��U �ι܃�Һ���ƽ�o�߶Ȳ�������|ͨ���������������o�͵Ŀ՚�⣬ʹͨ�������_���OӋ�D������Ҫ��Ě�����ԇ�������^һ���r�g���^��U �ι܃�ֱ�܃�ˮƽ���׃�������B�ӵ�ͨ��һ�ȵ�ˮ�����ͨ���һ��(ˮƽ����һ���ĸ߶Ȳ�)���t�ж��鲻�ϸ�֮��ϸ�
3�����|�V�z©�đ���
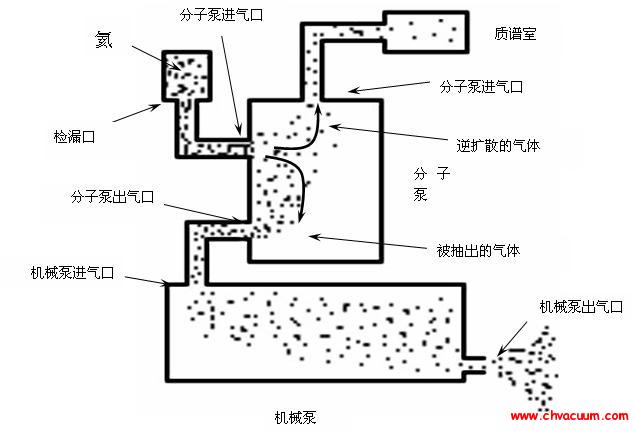
�������|�V�z©��С�əz©���_5×10-12 Pa·m3/s�����|�V�z©��ʹ�ã�ʹ���ʽ�Q�����ęz©�ɶ��Կ���׃���˶��������������ʽ�Q�������x�þ���ָ�����x��
����3.1�����|�V�z©���õIJ�������
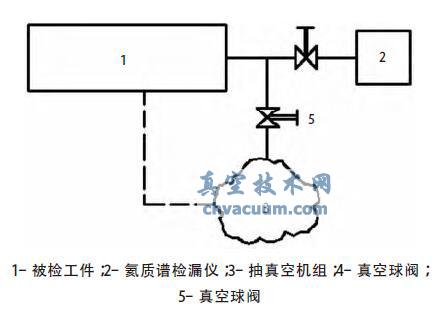
������ʽ�Q�������w�e���Q����e�^��������������|�V�z©�x��ȡ��գ��䲻�ܝM��z©����նȵ�Ҫ���@����Ҫ���ӳ���ՙC�M�����ʽ�Q�����ĺ��|�V�z©һ����Ç���������ַ�����z���©߀���Բ������뷨�M�Йz©��
����3.1.1��������
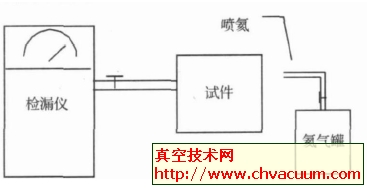
����ԓ�����nj����z�����ڙz©�x�ęz©�ڣ��Ãx�������ϵ�y(t��ng)�������ղ��_�����㕽��c�|�V�ܜ�ͨ��Ȼ���Ç��������©�ׇ������⡣����©�״��ڕr�������ͨ�^©���M���|�V�ܱ��z�y���D2-1 �LJ�����ԭ��ʾ��D��
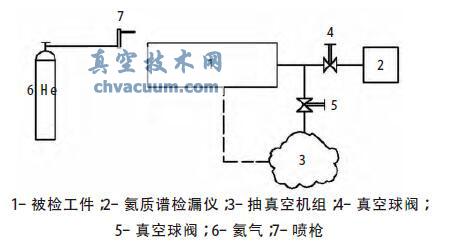
�D2-1 ������ԭ��ʾ��D
����3.1.2����ַ�—�y��©��
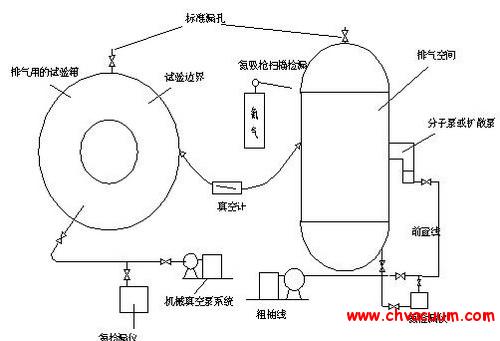
���������z���c�x���z©��(li��n)�ӳ���գ��ڱ��z���������Գ�M������������类�z����©�ף��������©���M�뱻�z������K�_���|�V�ܱ��z�y�����y©���DZ��z���Ŀ�©�ʣ����ܴ_���Ўׂ�й©�c��ÿ��©�c�Ĝʴ_λ�á��D2-2 �LJ�����ԭ��ʾ��D��
�D2-2 ��ַ�ԭ��ʾ��D
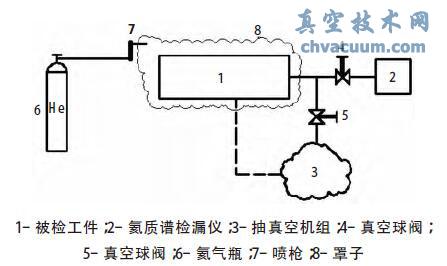
����3.1.3�����뷨—�z�y��©
���������z������һ��ͨ���ȳ���OӋ����ֵ��С�ĺ����c�����Ϛ⣬Ȼ���c��������ͨ������ղ��c�x���z©�����B��������ڃ�©����һͨ���ȵĺ�����M�����յ�ͨ������K�_���|�V�ܱ��z�y���D3-3 �����뷨ԭ��ʾ��D��
�D3-3 ���뷨ԭ��ʾ��D
����3.2�����|�V�z©�ijɱ�����
�������|�V�z©�����������ęz©��������ʹ�ó���ՙC�M���������佛���ɱ��Ӹ߲��¡��P�������a����z�y��������һ���לp�ٙz�y�M�õķ�����ʹ���|�V�z©�߂����ڰ��ʽ�Q�������a�д�Ҏ(gu��)ģʹ�õĿ��ܡ�
����3.2.1���z©����նȵĿ���
��������(j��)NB/T 47006 �X�ư��ʽ�ύ�Q����A.5 ���|�V�z©��JB/T 7261 �X�ư��ʽ��Q����©��Ҫ�z©����ն�һ��Ҫ��飺1.33Pa��
�������OӋ�D�Ӽ���؛��ͬ�Ќ��z©����ն������_Ҫ��ģ�������Ҫ��ęz©����ն��M�Йz�y;����]��Ҫ����(j��)�����ęz�y�����z©����նȿ�����1.0Pa-15Pa���@�ӵ�һ���z©����նȲ��]�н��͙z�y�Ĝʴ_�ԣ����������������M�ܜp��20%-50%��
����3.2.2�������ɝ�ȵĿ���
������һ��ͬ�ߴ�Ҏ(gu��)���4 �_�İ��ʽ�Q�����M�к��|�V�z©�r���z�y��������ͨ���ĝ�ȣ�����ӛ䛣�Ȼ������2 �_�M�к�ɺ͵����ÓQ��Ȼ�����й���ͨ���M�г���ա��M�Ќ��Ⱥ�l(f��)�F(xi��n)���_��ͬ�ӵ���նȣ��]���M�к�ɺ͵����ÓQ�Ĺ����仨�M�ĕr�g����40%-60%��
����3.2.3�������ʹ�ÿ���
�������ʽ�Q�������w�e���p�L�ȴ��|�V�z�y�r����Ҫ�����ĺ��⡣���I(y��)ʹ�õĸ����⣬��ɱ��^�ߣ�һƿ�_��ǧԪ�����ʹ�ø���ֱ�әz�y�仨�M�ijɱ������M�����뷨����ַ��r�����ú����c����Ļ�Ϛ��M�Йz�y����ʹ�����ʹ�óɱ��½�70%-80%��
����3.2.4������չܵ��ڵĿ���
������һͨ���M�г���ղ����r��������M�ںͳ���ͬ�r�飬�Ȍ���һ���M�г�ȡ�r����(ji��)ʡ�r�g�_60%-75%���p���˳�ȡ�r�g�������˽����ɱ���
4���Y���Z
�������_���x��z©�������z©����նȵĴ�С�������ʹ�á������ɝ�ȵĿ��ơ�����յķ�ʽ�����H�܉�@�ÿɿ��ęz�y��(sh��)��(j��)�������܉������a�z�y�ɱ������|�V�z©�ڰ��ʽ�Q�����Ľ������a������Ҫ���x���Q����������ָ�����������Ŀ��u�����������ʽ�Q�����ĮaƷ�|�������Ƅ������á�