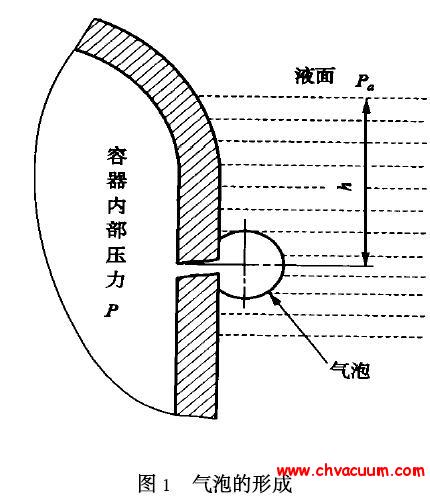
���������ĺ��z©ϵ�y�b���c�^�̷���
���������������f, ���z©ԇ��Ŀ���Ǟ��˙z�y�����Ƿ�����й©, һ���m����ʢ�b���|���Գ̶Ȟ�O��Σ����������ͨ�����f�ĺ��z©ԇ���ָ��շ�, ��շ������m���ړQ����, �������������f���y�Բ���, ����շ�ԇ�һ���l�Fй©, �o�����������w��й©λ�ú�й©���M���ж������, �P������˲����������M�к��z©ԇ��ԙz�y���������ϵĺ��p���ܷ����й©�ʡ�
���z©ԇ��b��
�������z©ԇ��b�������|�V�z©�x������ՙC�M����ձ������������y�T���O��̓x���x�����M�ɡ�
����ՙC�M
��������ՙC�M���������������O��������- 01099999MPa (�퉺) ��һ����ô��͵���ՙC�M, ��������ʞ�1m3 /min����ՙC�M߀�����������Ĵ�С���P,�����Ãɼ���ձ�,��һ�����_�����D��,�ɳ������- 0109997MPa(�퉺) , �ڶ�����Cе��, �ɳ������- 01099999MPa (�퉺) ��
��ձ�
��������115��, �y������- 011��0MPa��
������
��������115��, �y������0��0125MPa��
ԇ��b�õ��B��
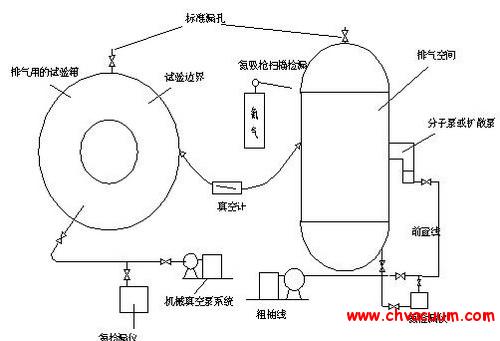
�������D1��ʾ�B������Oʩ�����������е�����Oʩ�������B�����z������, ��������y���B�����ܛ�ܡ���Ճx�����M��ԇ�, 횽�����z��oй©����ȫ�ܷⷽ��ʹ�á�
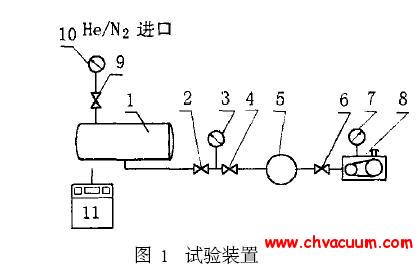
1—���z���� 2,4,6,9—�y�T��3,7—��ձ� 5—�_�����D�á�8—�Cе�� 10—���Ӌ������(���Ի��Q) ��11—���|�V�z©�x
����
ԇ�ǰ�ʂ����
����(1)�Ը���Ŀ՚�����ĵ��⌦���]���O���M�К�����ԇ
����(2) �O��Ȳ������m�ܷ���͉|Ƭ���坍��ȥ��֬��
����(3) �����ԉ|Ƭ�ܷ���O�䷨�m�ͽӹܷ��m, ���ڷ��m�B��̎�øɃ������ϱ�Ĥ��ס��
����(4) �����к��p�����v���h�p, �ӹ��c���m���Ӻ��p, �ӹ��c���w�ĽǺ��p�øɃ������ϱ�Ĥ��ס(�����������p) , �ɂ�߅��̎���z����ס��
�����ÓQ���ښ��������ͷ��ӕ���K���ܵĝB©, Ӱ푺��z©ԇ�����_��, ��˱��z����O�䑪���ú����ķ���������Ա��C�O��Ȳ��ĸ��P�坍��
����������ն��ܳ�ȥ������Ⱥ��ͷ��ӡ�Ҫ���O�����ն������_��- 0109MPa (�퉺) ����ϵ�y����ն��_��- 0109MPa (�퉺)��, ���뵪�0MPa (�퉺)����ϴ���ÓQ������⡣Ȼ�����³������- 0109MPa (�퉺) ���˕r�O���ѳ�ָ���, ���Գ��뺤�⡣213������������O��, ������0MPa (�퉺)��,�ٌ���������O��, ������011MPa (�퉺) ���O�䱣��, �����r�g������30min��
�z�y
����(1) �O�����|�V�z©�x�����|����4��
����(2) �ú��|�V�x�еĘ˜�й©�K��̽�^�M��У��, ӛ䛘˜�й©�K��ݔ��늉�ֵUs��ÿ�z�y20�Α���̽�^�M��һ��У��, ÿ�ε�̽�y�����r�g���ܳ��^1h��
�� (3) ���뺤�|�V�x��̽�^����Ĥ�^���M�Йz�y��ӛ䛡�
����(4) ���Q�����Ĺ����c�ܰ����p�M�Йz�y��
������회�ÿ�l���p���ۺϾ������p���Ķ��M�Йz�y���z�y�r̽�^�c���z�y���p�ľ��x��������1��3mm��������ײ�λ�õĺ��p�_ʼ�z�y, Ȼ������ߡ������z�y��ÿ�l���p�M�И�ӛ��ӛ䛡�
����ÿ�����әz�y��ɺ�, ���ܰ��ÿ�����������ϱ�Ĥ��ס, ߅��̎���z����ס������1h��, ����̽�^����Ĥ�^���M�Йz�y��ӛ䛡�
й©��Qp Ӌ��
�������|�V�xZLS - 24B ��ݔ����ֵUp ��늉�ֵ, �谴���й�ʽ�D�Q�錍�Hй©��:
Qp = (Up /Us )/Q0
ʽ�С�Up ———���|�V�x�z�y늉�ֵ;
������Us ———��̽�^�M��У���r��늉�ֵ;
������Q0 ———�˜�й©�K��й©�ʡ�
�u��
�������z�y�ĸ����^���й©��Qp δ���^���S��й©��, һ���1 ×10 - 6 Pa·m3/s, �tԓ���z��ą^���ϸ�
�YՓ
���������������M�к��z©ԇ�, ���H��������, ���ҙz�y�Y��ֱ������, �m�����ݷe�^��ĉ��������ĺ��z©ԇ