�C(j��)е�ܷ���Ϸ�����ʯī�h(hu��n)����׃��й©
���ϬF(xi��n)��
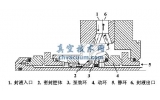
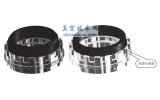
����ʯī�h(hu��n)(խ�h(hu��n))�⾉��(�Ϗ���)�������g϶��������( �D1 )��ʯī�h(hu��n)�ă�(n��i)��(����)��( �D2 )��Ħ�����E���B�m(x��)����ֲ����|���Еr(sh��)���F(xi��n)���A(�Q�R����)���ܷ�й©��

�D1 ʯī�h(hu��n)�⾉��

�D2 ʯī�h(hu��n)��(n��i)����
ԭ�����
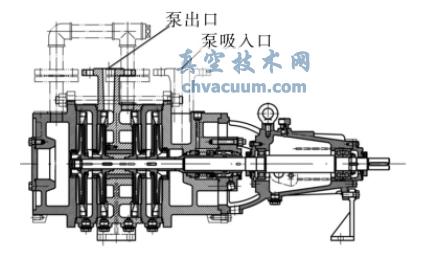
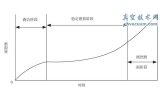
�����a(ch��n)������׃�ε���Ҫԭ���ǣ��C(j��)е׃�Ρ��ض�׃�Ρ���(y��ng)��׃�Σ��ӹ���ˇ���x��̎��ԭ��ȡ������ڸߜ�?z��)��ͱ��У�����o��ϵ�y(t��ng)�x��(d��ng)���ܷ�ǻ�o(w��)��ɢ�ᣬ����ܷ�ǻ�ض��^(gu��)�ߣ�ʹ�ܷ�Ȧ׃��;߀�в�����(w��n)�}�������Q�ܷ�ů�Õr(sh��)�g̫�̣������ٶ��^(gu��)�죬����ʹ�ܷ�h(hu��n)�a(ch��n)����׃�Ρ��D3�ǜ����^(gu��)����ɵ��ܷ����׃�Ρ�

�D3 ʯī�h(hu��n)�Ϗ���׃��
��Q�k��
����1��ᘌ�(du��)����(y��ng)���|(zh��)���r�x����m���ܷ�h(hu��n)����;��(du��)���Ƕ�Y(ji��)��(g��u)���M���xȡ��(y��u)�|(zh��)���Ƕ���ϣ����Ӳ��ϵ���Ȼ�r(sh��)Ч�r(sh��)�g�����ϵă�(n��i)��(y��ng)�����ጷš�
����2�������Ƕ�Y(ji��)��(g��u)�r(sh��)���Ƕ��������x�Ï�(qi��ng)�ȸ��ߵ�Ӳ�|(zh��)�Ͻ��棬ʹ�����ܷ�ֿ�׃��������ߡ�
����3���ڹ��r���S����r�£��h(hu��n)���ͭh(hu��n)Ƭ�M�����þ���Ûϵ��(sh��)����^С�IJ��ϣ��@�ӿ���ʹ�h(hu��n)���c�h(hu��n)Ƭ���^(gu��)ӯ����С(�ȱ��C�܂��fŤ�أ��ֲ���(hu��)���^(gu��)ӯ�����a(ch��n)����(du��)�h(hu��n)�ĔD����(y��ng)���^(gu��)��ʹ�h(hu��n)׃��)��
����4���o�h(hu��n)�������w�ӹ����죬���Ի���������(y��ng)��׃�Ρ�
����5������O(sh��)�估���b���ȣ�ʹ�ܷ�h(hu��n)�������͕�(hu��)�p���ܷ�����׃������
����6���ܷ�ʹ�Õr(sh��)���x����m���ܷ��o��ϵ�y(t��ng)��������Ч��ɢ�ᡢ��s�͛_ϴ��ʽ�������ܷ�ǻ�Ĝضȣ����ƙC(j��)е�ܷ�ʹ�íh(hu��n)�����p����ضȶ��a(ch��n)���Ķ����׃�Ρ�