�Cе�ܷ�������ĥ�p����ģ�͵Ľ���
�Cе�ܷ�����w�Ľ��|����
�������ڶ�����ϲ���ܛ��Ӳ�M����ʽ���Cе�ܷ�����Ӳ�|�h�cܛ�|�h�Ľ��|�����鄂������⻬ƽ���c�ֲڱ���Ľ��|���ܷ����������չ�_��Ľ��|ģ����D2 ��ʾ��
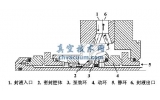
��������W - M ���κ������ֲڱ�������e��a �Ľ��|�w��-l /2 ��l /2 �����ȵ�݆�����ɽ��ƞ����Ҳ�( ��Ҋ�D2) ��׃��ǰ���w�ɶ��x��:

����ʽ��z( x) ———�w݆���߶ȣ�m��x ———݆����λ�����ˣ�m��G ———݆�������߶�ϵ����m��D———݆�����ξS��1< D < 2

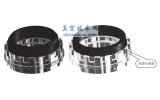
(a) �ֲ����c�⻬��Ľ��|

(b) ��׃��ǰ���Π�
�D2 �Cе�ܷ������|ģ��
�����w�Ľ��|��ea ��݆�����ό����ڽ��|�L��l������֮�g���Pϵ��:
l = 2( a / π) 1 /2 (3)
�����Cе�ܷ�����w��׃�η�ʽ�������ԡ������Ժ�����3 �N������������Փ�������ɵã��w�R�珗��׃�����|��eac��:

����ʽ��E———�C�Ϗ���ģ����Pa��E1��E2———Ӳ�|�h��ܛ�|�h���ϵď���ģ����Pa��ν1��ν2———Ӳ�|�h��ܛ�|�h���ϵIJ��ɱȣ�Kf———Ħ��У��ϵ����Kf = 1 -0.228 fc��fc———�w���|Ħ��������Ħ����σ2y———ܛ�|�h���ϵĿ����������ȣ�Pa
�������w���|��ea > ac�r��ԓ���|�w̎�ڏ���׃��; ��a≤ac�r��̎�����Ի�����׃�Ρ�
�����ɷ�����Փ�ɵã��ܷ�����w���|��e�ֲ�������:

����ʽ��ψ———���΅^��Uչϵ����al———����w���|��e��m2
�������΅^��Uչϵ��ψ ������w���|��ealӋ��ʽ:

����ʽ��Ar———�ܷ�����挍���|��e��m2
�Cе�ܷ������|�w�w�e
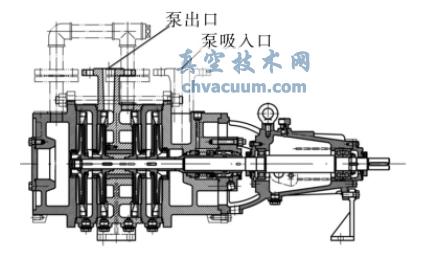
���������ܷ������ò���и���ͬ�Ե���������ˣ��Ɍ��ܷ�����w���ƞ��S���Q�w����D3��ʾ�����S����݆�������M��ʽ(2) ��ʾ���Pϵʽ�����߅�A�돽��1 /2���t���w���w�eV(a) ��:

�D3 �w�w�e
�Cе�ܷ�������ĥ�p����ģ��
��������ռ��g�W��һ��(�Cе�ܷ����ĥ�p�ʵ�һ�N����Ӌ�㷽��http://www.jnannai.com/mechanical-seal/053241.html)�е�Archard ĥ�p��Փ��֪���ڽ��|�d�ɵ������£��Cе�ܷ�ܛ�|�h���沿�ֽ��|�w�a�����Ի�����׃�Σ��Ķ��γ�����Y�c��ͬ�r����Ħ����������������Y�c�����࣬�γ�ĥм���Ķ�����ܛ�|�h����a��ĥ�p��
�������ܷ�����������Ӿ��x��l �r��������Y�c̎���a��һ���w��ĥм����ʽ(4 ) ��ʽ(5) ��ʽ(7) ��ʽ(8) �ɵã����������|��������������Y�c�a����ĥм���w�eΔV ��:

����ʽ��Aa———�ܷ�������x���|��e��m2��A*r ———�ܷ�������V1 �挍���|��e��

����ʽ��apt———�w�R������׃�����|��e��m2�����Cе�ܷ�����g����w���|��eal�c�R�珗��׃�����|��eac���R������׃�����|��eapt����^�Ĵ�С�Pϵ���Cе�ܷ�������V1 �挍���|��eA*r�c�ܷ����ȉ�pc���Pϵ�ɷ֞�3 �N��r������w���_ʽ��Ҋ�īI��
��������������Y�c���a��ΔV �w�e��ĥм�r��Ħ����������������ӕr�gt ��:

�������]������������Y�c�����γ�ĥм���������ĥ�pϵ��KF(KF��1) ��ʾ�γ�ĥм������Y�cռȫ������Y�c�İٷֱȣ�������Y�c�a��ĥм�ĸ��ʣ��t����Archard ĥ�p��Փ���ɵÙCе�ܷ�ܛ�|�h�������������x���|���ϵ�ĥ�p��γ��:

����ʽ(12) ����Cе�ܷ�ܛ�|�h����ĥ�p�ʵķ��α��_ʽ��������ĥ�pϵ��KF��֪����ʽ(12) ���Y���īI��������V1 �挍���|��eA*r
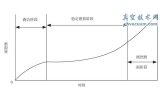
���������P��ʽ���������һ�����������Ͷ�����΅����r��ܛ�|�h����ĥ�p�ʡ�����������ĥ�p�^���ЙCе�ܷ�ܛ�|�h�������ò�DŽӑB׃���ģ������΅���D ��G �Ǖr׃�ģ���ĥ�p��Ҳ�Ǖr׃�ģ�ʽ(12) ��һ�ӑB���̣��@���nj�����ĥ�p���ԕr׃�ԵĶ���������