�����C(j��)е�ܷ�Ĺ���ԭ���c��Q��ʩ
�����ڸ����I(y��)�I(l��ng)����,�V����(y��ng)�����C(j��)е�ܷ�֮��S���b�á����ǣ�ԓ��b���ڌ�(sh��)�H�\(y��n)���^(gu��)���д����T�����ơ���Ҫ�O(sh��)Ӌ(j��)���a(ch��n)����(y��u)��ęC(j��)е�ܷ�a(ch��n)Ʒ���ͱ�회�(du��)���P(gu��n)�����M(j��n)�Ќ��I(y��)�Եķ�����Ӌ(j��)�㣬��Q���P(gu��n)��(w��n)�}���ʹ��Ч����
���������C(j��)е��ָ�ڻ������a(ch��n)�^(gu��)���У����˼ӹ����Ϻ�Ҏ(gu��)��Įa(ch��n)Ʒ���ڸ���(g��)�ӹ��h(hu��n)��(ji��)����ʹ�õ���һϵ�Ќ��I(y��)�����C(j��)е�����л����C(j��)е�ܷ�Ŀɿ��Ԅt׃�êq����Ҫ����ˣ���Ҫ��(du��)�����C(j��)е��Ҋ���ܷ���ϼ��a(ch��n)����ԭ���M(j��n)�з������ҳ���Q�ܷ���ϵķ�����
1���C(j��)е�ܷ�ĸ���
����1.1���C(j��)е�ܷ���Ɂ�(l��i)���Y(ji��)��(g��u)
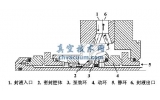
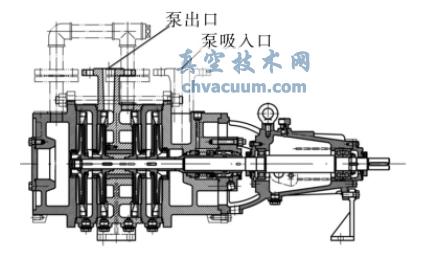
�����C(j��)е�ܷ��ֽж����ܷ⣬��(ji��n)�Q“�C(j��)��”����һ�N���ڱá�Һ������(d��ng)�����P(gu��n)�O(sh��)������D(zhu��n)�b���ܷ�ĸ߿Ƽ��C(j��)���a(ch��n)Ʒ���S���Ƽ����M(j��n)�������ܷ���ϼ��¼ӹ����g(sh��)�ӳ����F���C(j��)е�ܷ����ܷ���Փ�����P(gu��n)���涼ȡ�����L(zh��ng)����M(j��n)�����l(f��)չ����Ҫ���F(xi��n)���ܷ���Փ����Ҫ�����ܷ�Ħ���͝�(r��n)�����ܷ�ԭ�����ܷ��(d��ng)���W(xu��)��Փ�����w��(d��ng)����(r��n)����Փ�ȡ��ܷ☋(g��u)�죺��Ҫ���p�����ܷ�Ͷ�����ܷ⡢�Ώ��ɼ������ɡ�����(d��ng)ʽ�����|ʽ�����P(gu��n)��(g��u)�졣�C(j��)е�ܷ�ϵ�y(t��ng)��Ҫ�����˄�(d��ng)�h(hu��n)���o�h(hu��n)���ܷ�Ȧ�����ɼ��ƭh(hu��n)�����������I��̶��ݵȡ�
����1.2���C(j��)е�ܷ�ĽM��
�����C(j��)е�ܷ�ĽM���кܶ�N��(bi��o)��(zh��n)���ԏ���Ԫ����(l��i)���֣����������D(zhu��n)�ͺ��oֹ�͡�����Ѓ�(y��u)ȱ�c(di��n)����(qi��ng)���g�������D(zhu��n)�͵���Ҫ����֮̎�����oֹ�̈́t�������@�Nȱ�ݡ�����ԓ��|(zh��)�ǙC(j��)е�ܷ��е���Ҫ������������ֱ��Ӱ푵��ܷ���|(zh��)���������ڼӹ��^(gu��)���У���(du��)�ܷ�ĵĸ��(xi��ng)ָ��(bi��o)���Ї�(y��n)���Ҫ�����ܷ���|(zh��)й©�����(l��i)���֣��t������(n��i)��ʽ������ʽ��߀�а����|(zh��)���ֵ�ƽ��ʽ�ͷ�ƽ��ʽ�������ɂ�(g��)��(sh��)��(l��i)�^(q��)�ֵĆΏ��ɻ������ʽ���T��������ʽ��
2���a(ch��n)�������C(j��)е�ܷ���ϵ�ԭ��
�����C(j��)е�ܷ���Ҫ�ǃ�(n��i)�bʽ������Ҫ�dz����I(y��)�����Ĺ�����(j��ng)�(y��n)��߀�о��ܵĜy(c��)���O(sh��)����ܜ�(zh��n)�_�Д�l(f��)��й©��ԭ�����ȱ��Ҫ�˽��ܓp������(du��)�ܷ�Ч����Ӱ푳̶ȣ�Ȼ�����(du��)����(d��ng)���ȸ��N�����M(j��n)���Ų飬�����ܓp��r����������(y��ng)��ϵ�y(t��ng)ҲҪ�M(j��n)�Йz�y(c��)��
����2.1������ʧ�`��əC(j��)е�ܷ�й¶
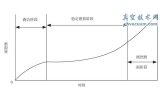
�����ڲ����^(gu��)���У����ڸ��N������r��Ʉ�(d��ng)�o�h(hu��n)���|���ϣ����b�r(sh��)���s������ʧ�`����ɴ���eĥ�p���������x���O(sh��)Ӌ(j��)��Ͳ���(d��ng)����(d��o)���ܷ����ıȉ����䉺�s�Ȕ�(sh��)��(j��)�`���^(gu��)�����ڙC(j��)е�\(y��n)�D(zhu��n)�^(gu��)�������s���M(j��n)���O(sh��)�䣬��(d��o)�C(j��)е�p���ȡ�
����2.2���^(gu��)��p����(d��o)���ܷ�й¶
�����C(j��)е�^(gu��)��H��(hu��)ĥ�p�ܷ��棬߀��(hu��)��(d��o)���ѻ̡������������^(gu��)��ğᑪ(y��ng)����(d��o)���ܷ�h(hu��n)�ı���a(ch��n)�������Ѽy������(hu��)�ڶ̕r(sh��)�g�ęC(j��)еؓ(f��)�������³��F(xi��n)�����˷�ֹ����ϰl(f��)�����ͱ�����O(sh��)Ӌ(j��)�r(sh��)�ͅ���ԭ���ϵĸ��(xi��ng)���ܼ��\(y��n)�D(zhu��n)�l����(l��i)����(y��u)���O(sh��)Ӌ(j��)�����^(gu��)�d���߾��ٶȡ��x�IJ���(d��ng)?sh��)����ض��?hu��)�a(ch��n)�����Ѽy���Ķ���(d��o)��й©��
����2.3���L(zh��ng)�ڙC(j��)еĥ�p��(d��o)���ܷ�й©
������(d��ng)�ܷ⸱�������\(y��n)�D(zhu��n)���C(j��)еĥ�p���Ɖģ��t����͕�(hu��)���F(xi��n)ĥ�p��ʹ�Â���(d��ng)�S�l(f��)���S��λ�ƻ���[��(d��ng)��ͨ�^(gu��)�@Щ�����Ą�(d��ng)����ɵ�ĥ�p���E�����Д���C(j��)е�ܓp��r���Ķ��_��й©��ԭ����ĥ�p�������������\(y��n)�D(zhu��n)���ã��t����ͬ�S�����������ܷ����a(ch��n)��й©�Ͳ����ܷ���ό�(d��o)�µġ���й©���������t�����ɶ���֮�g������й©�F(xi��n)��Ҳ�������o�ܷ�̎�l(f��)����й©���ֻ��ߵ��������b����λ����(d��o)����С���ܷ�����⏽������ܷ��_ʼ�����ͮa(ch��n)��й©��
����2.4�����W(xu��)���g��(d��o)���ܷ�й©
���������ܷ���|(zh��)���w���g�ԣ�ʹ������|�ܷ�͕�(hu��)���g���棬���g��(y��n)�ؕr(sh��)����?x��)��γ��c(di��n)�g������(du��)�ܷ�����ܕ�(hu��)��ɺ܇�(y��n)�ص�Ӱ푡��������x�ĕr(sh��)Ҫ�x�ø����g�ԵIJ��ρ�(l��i)���o(h��)���C(j��)��С�澫�ܵ��ܷ������(sh��)�`�C�����������ز���ⲿ���ؕ�(hu��)�ӄ����g�Įa(ch��n)�������Բ�ȡ�p�����ܷ��ʩ��(l��i)̎�폊(qi��ng)���g�����w�r(sh��)����(hu��)��?y��n)����c��ˇ���w���|��(sh��)���ٶ��O��p�p���g��(du��)�ܷ����ɵ�Ӱ푡����x���ܷ�Y(ji��)��(g��u)�r(sh��)���@Ҳ��һ�l��Ҫ����(j��)��
����2.5���㲿�����ό�(d��o)���ܷ�й©
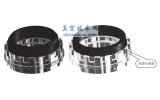
�����o���ܷ�Ȧ�l(f��)�����ϣ�����O��ȦʧЧ�nj�(d��o)�C(j��)е�ܷ��㲿��ʧЧ�ăɴ���Ҫԭ������O��Ȧ�����ϻ���׃�Ρ�Ť���ȓp����(d��o)�¹��Ϯa(ch��n)�����������x����̖(h��o)�r(sh��)��(y��ng)�������͜ء���Ӳ�ȵĺϳ����z����Ҫ�r(sh��)߀���Բ������z�����ķ���ϩ�ܷ�Ȧ֮ď�(f��)�ϲ��ϡ�
3����Q�C(j��)е�ܷ�й©�ķ���
�����ܷ��֮�g������һ�Ӷ���Ĥ�������ΑB(t��i)��(hu��)��(du��)�ܷ�Ч���a(ch��n)��Ӱ푡�����Ĥ��Һ�ࡢ����͚�Һ��������N��ʽ����ͬ�Ĺ�ˇˮƽ�a(ch��n)����ͬ���ΑB(t��i)�����ܷ�Һ�w�ӽ�ͣ����F(xi��n)���v�Ƞ�B(t��i)�r(sh��)���͕�(hu��)�l(f��)����ͬ����׃���Ķ��a(ch��n)����ͬ����ʽ�����O(sh��)Ӌ(j��)������r(sh��)�ɲ��ö�N��ʩ���C����Ĥ��(w��n)���Ķ����ϙC(j��)е�ܷ⡣
����3.1��Ҏ(gu��)�������й©
�������D(zhu��n)���S�^(gu��)ӯ���Z��(d��ng)����(d��o)�²����`���Ƅ�(d��ng)��(d��ng)�h(hu��n)���ڳ��F(xi��n)ĥ�p���ܵõ�λ���a(b��)�������ڰ��b�ܷ�r(sh��)���t��Ҫ���C�е��^(gu��)ӯ���͏����ܷ⣬ͬ�r(sh��)Ҫ�ڄ�(d��ng)�h(hu��n)�b��֮��ʹ�������`���Ƅ�(d��ng)�����ܷ�l(f��)����Ħ������ë���t������(r��n)�������^(gu��)�٣��@�r(sh��)���b����߶ȼӸ�����(d��ng)���o�h(hu��n)�ܷ���֮�ϡ�
����3.2��С�͝��۱����й©
���������p�����ܷ���ɷ�����B(t��i)��ʹ���|(zh��)�е��s���M(j��n)���ܷ��挧(d��o)��ĥ�S�����������϶��ܷ���ĝ�(r��n)����B(t��i)����ʹ�Ä�(d��ng)�o�h(hu��n)֮�g��Ħ�����ز����⣬��(d��o)������(du��)�D(zhu��n)��(d��ng)�l(f��)�����@Ҳ��ĥ�S�a(ch��n)������Ҫԭ��֮һ�����˷�ֹĥ�S�Įa(ch��n)�����豣�C���¶��w�����ҵ��坍����ֹʹ�ò�����(r��n)���ͣ�ͬ�r(sh��)Ҫʹ�C(j��)������ǻ��(n��i)�����澀���ڄ�(d��ng)�o�h(hu��n)�ܷ��档
����3.3����������(w��n)���й©
�������ڏ��ɱȉ����O(sh��)Ӌ(j��)���ϼ����ȉ��������γɵĸ߉���������(d��o)�C(j��)е�ܷ�l(f��)���B©����(d��o)�º��y�γ�ҺĤ�������ܷ���a(ch��n)����׃�Ρ�����Ҫ��(y��n)���ղ���Ҫ���(l��i)�b��C(j��)�⣬���ܳ��F(xi��n)���ɉ��s������(w��n)���F(xi��n)�����⣬�x�ø�Ӳ�ȺϽ���մɵȸ��͉����ϣ�ͬ�r(sh��)�ӏ�(qi��ng)��s���o(h��)���܉�ʹ����������������׃�θ���С��
4���Y(ji��)���Z(y��)
����ͨ�^(gu��)����,�҂������˽�ܷ⌦(du��)���ڷ����ϴ��ڲ��(hu��)�a(ch��n)������ܷ�������ܷ⡣���@�N��r��(y��ng)ԓ�����p�˙C(j��)е�ܷ�,���ܸ��Ɲ�(r��n)���l��,�Ķ�����ܷ��|(zh��)����