���׆���������ʽ�������������S���b�b�乤ˇ�ĸ��M�����ù��b�ξߵ��OӋ
�������Č����׆���������ʽ�������������S���b�b�乤ˇ���о������OӋ�����ù��b�ξߣ�ʹ�����S���b�乤ˇ���ӿƌW���������������Ч�ʵ��Դ����ߡ�
��������ʽ�����������������X���I���Vʯݔ�͡�ú�������L���x�ܵ�ݔ�͵��I��ĺ����O�䡣�乤��ԭ��飬늄әCͨ�^�p�ٙC�����S���B�U��ʮ���^��ʹ���D�\���D����ֱ���\�ӣ����ӻ����M�������\�ӡ������\�ӕr����ʹ�ݷe�l��׃�����Ķ�ʹ��ݔ�ͽ��|���_���������ų���
�����������S���b�������׆���������ʽ�������ĺ��IJ��������b��һֱ����ƿ�i���Ƽs�����w���b��Ч�ʡ���ռ��g�W(http://www.jnannai.com/)�l��������Ҫ��ͨ�^�����b�乤ˇ�ĸ��M���Լ����ù��b�ξߵ��OӋ���M�����F�������S���b�b��ĿƌW�������λ�������Ҫ�����b���Ч�ʵõ���������
1�����ù��b�ξߵ��OӋ
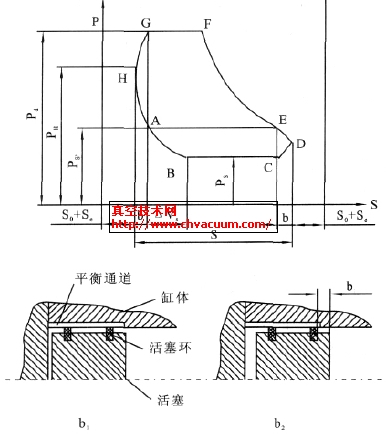
�����������S���b���������S���B�U���S�еȲ����M�ɡ��S�����w�Y����“������֧��”��ÿ�����ջ���120°�A�ǡ�һֱ�ԁ�������Y���������ԣ��������b���B�U���S�Еr����Ҫ������D�����S�팍�F�{�����յ�λ�á��������Ãɂ�“V�μ�”��֧�����S�ăɶˣ��{�����յ�λ�Õr��ֻ��ͨ�^��܇���D�����S�������������M�r�����M������������ij߶Ȳ��������գ�����Ҫ����һ�M�������S���b�������s10t�أ���ʹ������܇���D�����S�������r��Σ�U�Լ����s��Ҳ�ܴ���ˣ����b����^�����@�����}��횽�Q���D1�Ǟ��b���������S���b���T�OӋ�Ĺ��b�ξ�——��݁��

����1.1����݁�Ĺ��ܺ���
����(1)���p�Ɍ��F���սǶȵ��{������һ��“��݁”�քe֧�����������S�ăɶ��¡������S�S�����ϔQ�������L��˨(��Dһ��ʾ)�����L�˹���䓹ܲ�����˨֮�g���˹������˹������p���D���������S���M�����F�{�����յĽǶȣ��_���b�������λ��Ҫ��
����(2)���F��݁�ߵ�λ�õ��{����ÿ����݁�������O��4��M30��픽z��ֻ���{��픽z���Ɍ��F��݁�ߵ�λ�õ��{��������픽z�c������|�r��߀�����i�o��������ϵ�y�����á�
����(3)��݁ˮƽλ�õ��{��������݁���·�ǰ�����һ���LͲ�͝LͲ�S���LͲ�S�c�LͲ֮�g��1.5mm���g϶���{��픽z��λ�ã�ʹ�LͲ���أ�ǰ���Ƅ���݁������ʹ�LͲ�͝LͲ�S���F�������ӣ����F��݁��ˮƽ�Ƅӡ�
����1.2����݁�S�е��x��
����ԇ�x�S�д�̖6416��d=80mm��Cr=163kN��Dw=38.1mm��Z=7��Cor=125kN�������d��Fr=80000N���S���d��Fa=2000N����݁�S��ż�������D�ӡ��S���~���o�d�ɣ�Por=0.6Fr+0.5Fa=0.6×80000+0.5×2000=49000N���Por<Fr��ȡPor=Fr=80000N��ȡS0=1��C0=S0Por=80000��C0<Cor���S��6416�M���OӋ��Ҫ��
2���b�乤ˇ�ĸ��M
�����S���c�������S���^ӯ��ϡ������S�еļӟ᷽�����nj��S�з���ӟ�ęC�̓ȣ�ͨ�^�͜��ӟ��S�С������������S���S�У��͜ؼӟ�������ȱ�c��(1)�ӟ�C�����ɵ��͟������w�к�������Ⱦ�h����(2)�͜ز������ơ�(3)�͜ؼӟ��Ч��̫�͡�
����2.1���S�мӟ᷽ʽ�ĸ�׃
�����c�طN����O�乫˾�������OӋ���T��“�S�Мu���ӟ���”���u���ӟ����c�����͟���ȣ��������c:(1)�ضȿɿأ��ӟ�ĜضȾ��ʡ�(2)��ȫ���h����(3)�ӟ��ٶȿ죬Ч�ʸߡ�
����2.2�����S�S�П��b�ضȵĶ���
����ͨ�^�ڟ��b���S�S�е��^���е������Ϳ��Y���ó����b���S�е��g϶�����S���ֱ�����f��֮�˕r�����܌��F���S�S�е��b�䡣
�����������b��ʽ

����T��ӟᵽ�Ĝضȣ��棻δ�錍�H�^ӯ����mm��Δ����Ҫ�b����g϶��mm��α����Ͼ�����Ûϵ����10-6mm��t0��h���ضȣ��棻d�����ֱ����mm��
�������ҹ�˾95T���������S������δ=0.05mm��Δ=0.5mm��α≈12.5×10-6/�棬t0=20�棬d=600mm

���������S�S�мӟᵽ93.5�桫100��֮�g�r�����ܝM����b�ėl������ԓע����ǟ��b�S�Еrһ�㲻Ҫ���^100�档
3���Y�Z
����ͨ�^�������S���b���ù��b���OӋ���Լ����S�П��b��ˇ�Ķ��͡��M��������������S���b�b���Ч�ʡ�ʹ�b���ƿ�i���}���Խ�Q��