真空技术对焊缝的要求
2008-10-22 鬼马 真空技术网整理
真空技术对焊缝有如下几点要求,在设计和焊接时应予以注意。
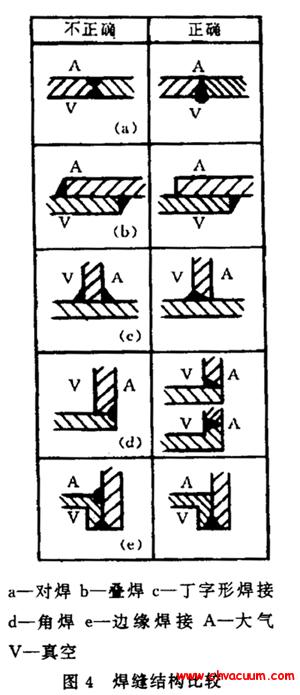
①设计焊缝结构时,接头必须焊透,应避免产生聚集污物的有害空间。真空技术中常见的焊接结构如图4所示。从图中可以看出,正确的焊接总是将焊缝放在真空一侧并且进行深度熔焊。错误的焊接多数都会形成死空间(气囊),即两焊缝之间堵住一些空间,里面储有气体。

图4:焊接结构比较
②焊缝应一次焊好,以避免两次焊接时造成有害空间而无法检漏。
③焊缝因强度需进行两面焊接时,内部焊缝应不漏气,为检漏起见,在进行外焊时应设置钻孔和塞孔。
④如容器内需要进行结构焊接时,内部焊缝不应连续,以便让来自任何沟槽的气体容易放出,而且结构焊缝不应与密封焊缝相交叉。
⑤焊接的组件应设计得使最大数量的焊缝能在制造阶段分别测试,并且能在进行最终装配以前矫正。
⑥焊接密封的允许最大漏率(对于空气),在焊缝长度上约为10-7Pa·m3/s·m。如果漏率较高,应当将焊缝磨掉,直到露出母材,然后重新焊接。切不要在原来产生漏气的地方进行二次焊接,因为补焊不但不易堵住漏孔,反而容易产生应力使焊缝产生新的裂缝。








{kind=link}