长颈阀盖承插焊缝质量的检测
介绍了超低温闸阀阀盖长颈部分采用承插焊连接的结构特点、尺寸和材料,提出了焊缝的检测方法。
1、概述
超低温闸阀的加长阀盖一般采用焊接结构,其焊缝质量影响阀门的整体可靠性能。本文探讨了选择合适的无损检测方法检测阀门结构内部及表面缺陷,将无损检测结果与破坏性检测结果综合考虑,对焊缝质量作出准确的评价。
2、长颈阀盖结构
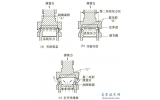
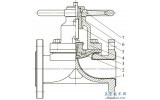
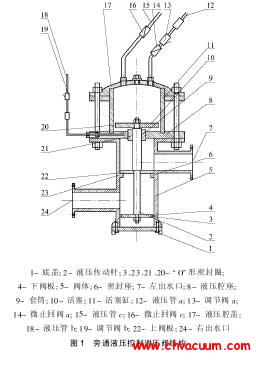
超低温闸阀阀盖的长颈部分大多采用与本体材质相同的无缝钢管焊接到阀盖或填料箱上。若焊接采用对焊方式(图1) ,为保证同轴度,对焊处需要先设计成承插端(图1靠近上密封座位置) ,然后焊接。
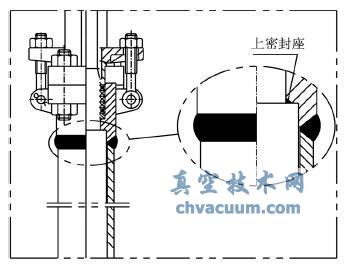
图1 长颈对焊焊缝
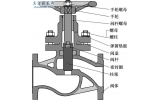
焊后须将承插端除去,加工上密封座。由于这种阀盖焊接后总高度较高,去除原来承插焊的部位比较困难。如果承插端的壁厚设计较薄,将导致焊接变形,无法保证上下两零件的同轴度。而且焊后需要加工清理部分与上密封面很近,容易划伤上密封面。若焊接采用承插焊结构(图2) ,其承插壁较厚,上密封离焊缝位置较远,降低了焊接对上密封及填料处的影响。真空技术网(http://www.jnannai.com/)认为在承插焊缝底留有3 ~5 mm 的空间,方便焊条伸入底部焊接。
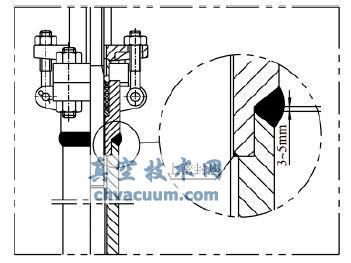
图2 长颈承插焊焊缝
3、检测
超低温闸阀阀盖材料选用奥氏体不锈钢,其承插焊形成的是角焊缝。焊缝表面质量采用渗透检测,焊缝根部质量采用射线检测和宏观腐蚀检测。
3.1、表面质量
焊缝表面采用JB/T 4730.5规定的方法检测。首先,将受检焊缝清洗干净,将渗透剂刷涂在焊缝表面,使其渗入到试件表面有开口的缺陷缝隙内,保持10min,擦拭去除多余的渗透剂。喷洒清洗剂,用蒸发的方法去除清洗剂。然后将试件表面擦拭干净,喷以显像剂,保持10min。在白光强度大于或等于1000LX下进行缺陷评定。按JB/T 4730.5的验收标准,未发现线性缺陷,并且在规定评定框内圆形缺陷为3 个(图3) ,确认评定为PT II级。最后用水清洗焊缝表面。

图3 焊缝渗透检测结果
3.2、内部质量
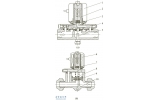
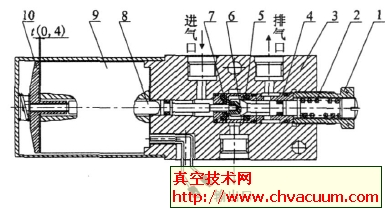
制取承插焊接样块(图4),选择相隔120°从B向和C 向分别进行双壁双影透照,从A向垂直进行双壁单影透照。采用Ir -192射线,胶片尺寸为150mm× 80mm,像质计布置在源侧,增感屏前屏和后屏均采用0.15mm,焦距500mm,按照JB/T4730.2的验收规定,将图5 中底片对比评定,评定范围内黑度控制在2.0 ~4.0之间。曝光6 min后评片,均未发现气孔、夹渣和缩松等缺陷。
3.3、宏观质量
射线检测结束后,将焊缝切开,按GB 226钢的低倍组织及缺陷酸蚀检测的要求,将断面磨光,在符合标准规定酸比例的腐蚀剂中将试样保持60min,目视观察焊缝金属、融合线和热影响区的横断面未发现裂纹、未焊透、夹渣等焊接缺陷(图6)。
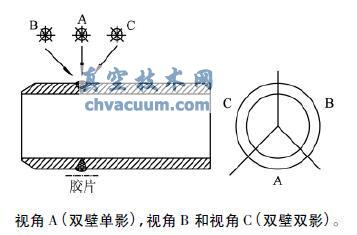
图4 三个方向的RT 测试
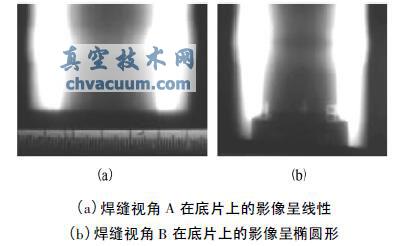
图5 射线检测底片
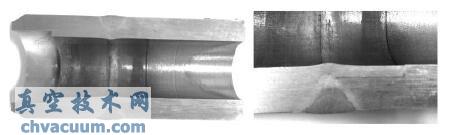
图6 腐蚀试验后的宏观检验
4 、结语
对超低温阀门长颈部分的承插焊缝逐件进行渗透检测,抽样制取试件进行射线检测,并对试件进行破坏性检测,验证了检测和试验结果的准确性,为超低温闸阀整体的可靠性提供了保证。