䆼�䆺Ͻ������y�ć��a(ch��n)���аl(f��)���P(gu��n)�I��ˇ���g(sh��)�о�
������B�˴����b��䆼�䆺Ͻ��y�T���a(ch��n)���аl(f��)�^�����P(gu��n)�I���g(sh��)�Ľ�Q�͘әC(j��)�ęz�y(c��)�c�(y��n)�C�������U�����T�칤ˇ���g(sh��)�Ľ�Q�c��(chu��ng)�¡��O(sh��)Ӌ(j��)��(zh��n)�t�c�a(ch��n)Ʒ��(bi��o)��(zh��n)�ƶ����Y(ji��)��(g��u)���c(di��n)���P(gu��n)�I��ˇ���g(sh��)�о����аl(f��)�������a(b��)�ˇ���(n��i)䆲��y�T�a(ch��n)Ʒ��Փ�о��c����Ŀհף�ʹ�a(ch��n)Ʒ�M���˿��̹��r��Ҫ��
һ��ǰ��
�����������ЙC(j��)����ԭ��֮һ��������Ҫ�Ļ������g�w�a(ch��n)Ʒ������������_(d��)��(sh��)�ٷN�����҇������V���đ�(y��ng)�á�䆼�䆺Ͻ���ϵ������y������(y��ng)���ڴ����b�ã����b������Ҫ�Ĺܵ�Ԫ����Ȼ��������y�T�������켼�g(sh��)��ԭ����(sh��)��ه�M(j��n)�ڣ��r(ji��)���F�������ھ��x�c��������ƣ��ۺ����(w��)�������r(sh��)�g�ϵIJ����r(sh��)���\���ϵIJ���(zh��n)�_������Ñ��¹ʲ��ܼ��r(sh��)̎������������̎�����ƌ�(d��o)��(y��n)��й©����©�ȇ�(y��n)�غ����Ӱ��������b�õ������\(y��n)�С���������҇������ИI(y��)�l(f��)չѸ�ͣ��Ј���r����Ҫ�����y�T���a(ch��n)�������䆼�䆺Ͻ������y�аl(f��)����ʮ����Ҫ�����(hu��)���x�ͽ�(j��ng)��(j��)���x��
�����(xi��ng)Ŀ���P(gu��n)�I���g(sh��)�����Q
�������(xi��ng)Ŀ�������҇�����YԴ��(y��u)��(sh��)�������d䆼ӹ����T����呼������������(y��ng)���ڴ����b�õ����T���y�T�������y�a(ch��n)Ʒ����Ҫ�漰���I(l��ng)������ɫ��������۟������w�C(j��)е���I(l��ng)������һ�N�²��ϑ�(y��ng)�����y�T�a(ch��n)Ʒ����Ҫ�ƶ�����(y��ng)���O(sh��)Ӌ(j��)��(zh��n)�t���a(ch��n)Ʒ��(bi��o)��(zh��n)����ԓ��ϵ��T��͟�̎����ˇ���C(j��)�ӹ���ˇ�����ӹ�ˇ���b�乤ˇ�ȷ����M(j��n)��̽�����(y��n)�C��ᘌ�(du��)�����b�ø��g�ԏ�(qi��ng)���ضȽ�׃�������ߵĹ��r���y�T�ܷ�ɿ��ԡ��ܷ���ɸ��Q�ȷ����M(j��n)���O(sh��)Ӌ(j��)�о����(y��n)�C��
1���T�칤ˇ���g(sh��)�Ľ�Q�c��(chu��ng)��
����䆲��������õĿ�������ݗ���������ں˷���(y��ng)���У��ԘO�õ����g������ʯ���O(sh��)���У���^(q��)�e��Ҫ���x�ĺ����ϣ��x�ĺ�����0.01%����˼�(j��)䆣�������4.5%�ԃ�(n��i)�黯����(j��)䆡�������(j��)䆇���(n��i)��һ���������ASTM��(bi��o)��(zh��n)���T������ASTMB752��䆼�䆺Ͻ��T������(bi��o)��(zh��n)�������b���г��õ��T����̖(h��o)�ǹ��I(y��)���702C���≺Ͻ�705C��䆼�䆺Ͻ��ڸߜؗl�������|(zh��)����O�����䡢���������������ɴ˶���ӆ�Ļ����T�칤ˇ·���ͷ����Ǐĺ��d��_ʼ����(j��ng)�^�䉺�V������۟��V�a(ch��n)������呻��T��һ���V������V���T�V��������������t��늘O������������t��ͨ�^늻��ۻ����Ԅ�(d��ng)�x�ĝ�ע���T����
�������ø���������t��ģ�T�칤ˇ�����w��(sh��)ʩ���漰�T���͚��x���c�_����CAE�T���^��ģ�M��(y��u)���T���Y(ji��)��(g��u)Ҫ�صȹ�����ͨ�^������Č�(sh��)�`�Ϳ��Y(ji��)��̽������䆼�䆺Ͻ���ģ�����������մ��͚����Ƃ䷽����䆼�䆺Ͻ�����T�������a(ch��n)�����Ȍ�����ˇ�ֶΣ������õ���ģ�����T���͚��������Ժá��T�쑪(y��ng)��С�����c(di��n)�������ڏ�(f��)�s��������Ρ��@Щ��ˇ�ֶκʹ�ʩ��Q��Ƥ��ࡢ�ṝ(ji��)�s�ɵ��T���y�}��������T���|(zh��)�����������T�칤ˇ��
������е��s�|(zh��)Ԫ�س��x�⣬��Ҫ�����������䡢̼���t���������͵���α����γ��g϶�����w�������@���ď�(qi��ng)�����ã�ʹ�����½�;���⣬�T���^�̕�(hu��)�a(ch��n)���T�쑪(y��ng)�������������������ں��m(x��)�ӹ��У���(y��ng)������ጷţ���ɳ�Ʒ����ߴ粻��(w��n)�������ͮa(ch��n)Ʒ�|(zh��)������ˣ����������Ժ�������(y��ng)�����f��(du��)�T����(y��ng)�M(j��n)��ȥ��(y��ng)���˻����ȫ�˻��ڌ�(sh��)�H�IJ����У��������늠t�ӟ���300��700���˻�������K��̎����ˇ�M����T���IJ�ͬ�˻�Ҫ��
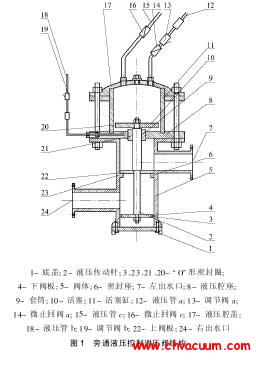
�����T��������ˇ·����D1��ʾ��

�D1 �T��������ˇ·��
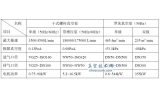
������������ˇ·�����a(ch��n)��䆼�䆺Ͻ��T���仯�W(xu��)�ɷ֡����W(xu��)���ܡ���(n��i)�ⲿ�|(zh��)���_(d��)��������(bi��o)ASTMB752��䆼�䆺Ͻ��T������(bi��o)��(zh��n)Ҫ��Ҋ��1�ͱ�2��
��1 ���W(xu��)�ɷ�(du��)�ȱ�
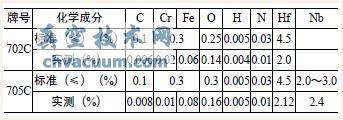
��2 ���W(xu��)���܌�(du��)�ȱ�

����������䆼�䆺Ͻ��T�칤ˇ���g(sh��)�l���£�䆲��y�T���O(sh��)Ӌ(j��)�аl(f��)����(sh��)ʩ���췽��߂����^�õėl���ͻ��A(ch��)��
2���O(sh��)Ӌ(j��)��(zh��n)�t�������(bi��o)��(zh��n)�ƶ�
����Ŀǰ��䆲��y�T����(n��i)���Пo����(y��ng)�Č��(xi��ng)��(bi��o)��(zh��n)������(n��i)��_�l(f��)�е��y�T��(bi��o)��(zh��n)Ҳ��δ�漰��y�O(sh��)Ӌ(j��)���죬��ضȉ����ȼ�(j��)���S�Ñ�(y��ng)���wϵ�հף����P(gu��n)ԓ����y�T����Փ�о�څ�ڿհף�����(n��i)�������a(ch��n)�Ҷ�����Ρ������܉����_���M(j��n)���O(sh��)Ӌ(j��)���죬���ȑ�(y��ng)����(j��)����(y��ng)�ć��HҎ(gu��)���_���O(sh��)Ӌ(j��)��(zh��n)�t���ƶ����(xi��ng)��䆼�䆺Ͻ������y�a(ch��n)Ʒ��(bi��o)��(zh��n)��
����(1)�O(sh��)Ӌ(j��)��(zh��n)�tͨ�^��(du��)ASME偠t����������Ҏ(gu��)�����H��Ҏ(gu��)����II�����ڢ����ȇ��H���J(r��n)Ҏ(gu��)���IJ�醣��Y(ji��)�������۟�䆼�䆺Ͻ��T���Ļ��W(xu��)�ɷ֡����W(xu��)���ܡ���(n��i)���|(zh��)���ȵĸ��(xi��ng)�z�y(c��)�Y(ji��)�����_���a(ch��n)Ʒ���O(sh��)Ӌ(j��)��(zh��n)�t�c��������ʹ��Ҫ�����¡�
����1)ʹ�ù��Q����(PN)��(j��)��ASME�~����(j��)����ʾ���艺����(j��)������-�ض�ֵ����(j��)ASME��(bi��o)��(zh��n)�IJ��ό��ԁ��_������(d��ng)�y�T�ܷ�����Ƿǽ��ٲ��ϕr(sh��)���y�T���Sʹ�õĉ���-�ض��~��ֵ��ԓ�ǽ��ٲ��ϵĉ���-�ض��~��ֵ��
����2)�Љ�Ԫ�����O(sh��)Ӌ(j��)��Ӌ(j��)�㰴��ASMEB16.34��ASME�ڢ���һ��(c��)���ڶ���(c��)����ָ�������ԇ�(y��n)Ҫ�����o�p�z�y(c��)��
������(du��)���y�T��С�ں�ͨ���a(ch��n)Ʒ��(bi��o)��(zh��n)Ҏ(gu��)�������IJ���������(y��ng)��(bi��o)��(zh��n)�а����ϽM�������ȼ�(j��)�ͳߴ��M(j��n)���xȡ����API599��Ҏ(gu��)����С�ں�ASMEB16.34Ҏ(gu��)���xȡ������ĿǰASMEB16.34�Ȯa(ch��n)Ʒ��(bi��o)��(zh��n)Ҏ(gu��)��δ����䆼�䆺Ͻ���ϣ����䆲��y�T��(y��ng)ͨ�^Ӌ(j��)����_�����m����С�ں�ֵ��Ӌ(j��)�����y�T�Љ����w����ȡASME��(bi��o)��(zh��n)Ҏ(gu��)�����S�Ñ�(y��ng)����ȡASME��(bi��o)��(zh��n)II��Dƪ�ı�1B�г�����ST/3.5��Sy/1.5���^С��;�T�욤�w��(y��ng)��ȡ�T��ϵ��(sh��)��ͨ��ȡ0.8;�y�T������������ȡֵ���՚��w�����T�����T��ϵ��(sh��)��0.8;�y�T��˨����ȡASME��(bi��o)��(zh��n)�еđ�(y��ng)����(zh��n)�t��
����3)�y�T�O(sh��)Ӌ(j��)�ضȲ���(y��ng)���ښ��w�����ڹ�����B(t��i)�����_(d��)������ߜضȣ���Ҫ����ٲ��ϵĠ�B(t��i)������(j��)ASMEҎ(gu��)����䆼�䆺Ͻ�������ҜغͲ�ͬ�ض��µ�����S�Ñ�(y��ng)��׃����r���Y(ji��)�ϴ����b�ù��r�x��_���702(R60702)�O(sh��)Ӌ(j��)�S�Üض����ޞ�400�H(204��)���705(R60705)�O(sh��)Ӌ(j��)�S�Üض����ޞ�500�H(260��)��
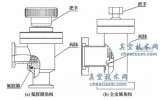
����(2)�����(bi��o)��(zh��n)�����b������䆲��y�T�����Ҫ��������y(���y����ֹ�y��ֹ���yҲ�Б�(y��ng)��)�������ȼ�(j��)Class150��Class600�����Q��NPS3/4��NPS14���������|(zh��)��Ҫ�Ǻ������ȴ����Ĵ�����Һ���������|(zh��)�ض����198�档
�������bAPI599�����m�ˡ��ݼy�˺ͺ��Ӷ˽��������y����ASMEB16.34�����m���ݼy�ͺ��Ӷ��B�ӵ��y�T���ȇ��H���J(r��n)�y�T�a(ch��n)Ʒ��(bi��o)��(zh��n)����ǰ����(du��)�����T��͟�̎����ˇ���о��(y��n)�C�ʹ_�����O(sh��)Ӌ(j��)��(zh��n)�t�Ȟ���A(ch��)������˴����b������䆲������y����ʽ���Y(ji��)��(g��u)���O(sh��)Ӌ(j��)�����ϡ��y(c��)ԇ���(y��n)��������(bi��o)־�ȸ������Ҫ�Ķ��ƶ��ˮa(ch��n)Ʒ��(bi��o)��(zh��n)�������b����䆼�䆺Ͻ������y��(��I(y��)��(bi��o)��(zh��n))��������u(p��ng)���͂䰸������(bi��o)��(zh��n)���҇����Ҙ�(bi��o)��(zh��n)GB/T1.1-2009����(bi��o)��(zh��n)��������(d��o)�t��1���֣���(bi��o)��(zh��n)�ĽY(ji��)��(g��u)�;��������ƣ��IJ���API599��(bi��o)��(zh��n)���cԓ��(bi��o)��(zh��n)��Ҫ��ͬ�c(di��n)�ͲҊ��3��
��3 �IJ���(bi��o)��(zh��n)�

3���Y(ji��)��(g��u)���c(di��n)
���������b���н��|(zh��)�ĉ����͜ض��^�ߣ��b���_ͣ�r(sh��)�ز��^���y�T�Ě��w���ܷ���������h(hu��n)�����ӣ�Ӱ��y�Tʹ�É�������ˣ�Ҫ�������y�Ě��w�ߜ؏�(qi��ng)������ܷ���ܷ�ĤƬ���ܷ�����ߜأ������ڜضȽ�׃����r�±����ܷ����ܡ�
�������Q���φ��}���y�T�Y(ji��)��(g��u)�ϲ�ȡ�Ĵ�ʩ�У�
����1)����(j��)�����S�Ñ�(y��ng)�����r��ߜض��µ��S�Ñ�(y��ng)���M(j��n)��Ӌ(j��)��_���y�w�ں�(du��)�y�w�����w�M(j��n)������Ԫ���������^���ع��Q�������r�ضȉ����đ�(y��ng)����r��׃����r����(du��)��Ҫ�IJ�λ�M(j��n)���a(b��)��(qi��ng)��
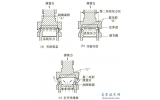
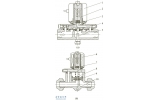
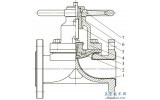
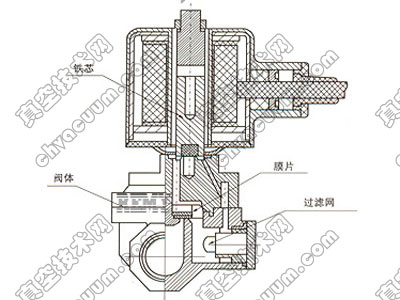
����2)��Ҏ(gu��)�������S�ܷ��������ܷ����ĤƬ�ܷ�Y(ji��)��(g��u)���ڜضȽ�׃����r�����ܷ������׃���a(ch��n)��й©�����Y(ji��)��(g��u)�܉�ʹ�ܷ�ĤƬ��(n��i)�Aʼ�K�cԓ�F��̎�ھo��ϣ��a(b��)��������׃�Ķ��܉��ܷ���Ч��ֹ���|(zh��)����©�������S�F���Ծoʽ�ܷ�Y(ji��)��(g��u)��D2��ʾ��
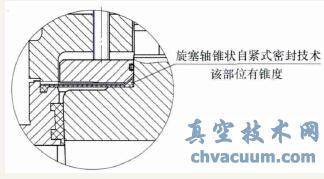
�D2 �����S�F���Ծoʽ�ܷ�Y(ji��)��(g��u)
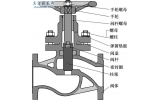
����3)�����b��䆲��y�T���ڹ�ˇ�ν��|(zh��)�Ǵ���ĸҺ�����е����ȏ�(qi��ng)���g�Խ��|(zh��)�Ͱ��F��㙴����ȣ������y���ⲿ�a(ch��n)��й©��(du��)ϵ�y(t��ng)�\(y��n)��Ӱ푘O�������Ҫ���C�ɿ����ܷ⡣����(n��i)�ⳣҊ���ǿ��ס�Ш�Ή|��ĤƬ�M�ɵ������ܷ�Y(ji��)��(g��u)������ɿ��ĽY(ji��)��(g��u)�nj�O���ܷ�Ȧ����������(d��ng)�ܷⲿλ�����������ܷ�ϵ�y(t��ng)���ɿ��ط�ֹ���������D(zhu��n)��(d��ng)�^������ǻ��λ���|(zh��)��й©����D3��ʾ��
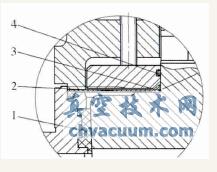
�D3 �����ܷ�ϵ�y(t��ng)
1.��һ���ܷ�2.�ڶ����ܷ�3.�������ܷ�4.�������ܷ�
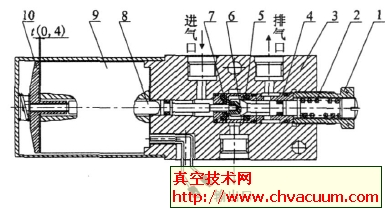
����4)�����y�ܷ����(j��)��ͬ��ˇ��λ�����ضȲ�ͬͨ������PTFE��R-PTFE�PFA�Ȳ��ϣ��@Щ���ϕ�(hu��)��ߜ�/�߉���������Ɍ�(du��)�y�w�¶˵İ�������ֹ���w���У��o���M(j��n)���ھ��ܷ��a(b��)����ԓ�N�½Y(ji��)��(g��u)�O(sh��)Ӌ(j��)���������¶ˌ��T�O(sh��)Ӌ(j��)���ڿ����¶���������܉��ֹ���w�������������Ķ��_���������ھ��a(b��)���ܷ�������M(j��n)�У��S���y�T���m(x��)���ܷ����ܡ�ԓ�Y(ji��)��(g��u)���M(j��n)���M(j��n)���y�T���ڵ�ȱ�ݣ���ʽ�������Y(ji��)��(g��u)��D4��ʾ��
�D4 ��ʽ�������Y(ji��)��(g��u)
4���P(gu��n)�I��ˇ���g(sh��)�о�
����䆲��y�T���칤ˇ�о�������Ҫ�в��ϵļӹ������ӹ�����(sh��)���a(b��)�������_���������^���з���Ⱦ��ʩ���b�䷽���_����

����1)䆼�䆺Ͻ�ӹ�����Ӳ���A�����@�������r(sh��)�װl(f��)������c(di��n)����(j��ng)�^��(du��)���߲��ϡ����߅���(sh��)����������(sh��)��ĥ�������Լ�ĥ������(sh��)�M(j��n)�е�ԇ�(y��n)�c�Y�x���x��Ӳ�|(zh��)�Ͻߡ������١����M(j��n)�o����ͬ�r(sh��)���ó������s���͝������������ڼӹ������|(zh��)����Ч����ȡ�����^�������Ч����ĥ���r(sh��)ĥ݆����̼����ɰ݆���м䆷����ȼ�c(di��n)�Ͷ�����ȼ�������м�˃�(ch��)����ʢˮ�������У���������
����2)�F��Ⱦ���ơ���c���ƣ��a(ch��n)Ʒ�������^���У�����������F��Ⱦ���c���g���|(zh��)���|�r(sh��)��(hu��)����ż���g����(d��o)���ꎘO�����c䆚�ࡣ��ˣ����Ʒ�������^���Б�(y��ng)�����F��Ⱦ����������M(j��n)�л��W(xu��)�g��̎����ꖘO��̎���������F��Ⱦ��䆲��y�Tͨ���������^���б����F��Ⱦ����ȡʹ�Ì������оߡ��������D(zhu��n)�䡢�����ĉ���ԇ�(y��n)���|(zh��)����K���_(t��i)�y�Tʹ�ó�����ϴ�C(j��)��ϴ�����÷�������Һ�z�y(c��)�F�x�ӡ�
����3)�ܷ�༉(j��)��乤ˇ���ܷ���������y�����ܷ�Ԫ�������c���w�γ�ͨ���ܷ��ͨ���y�T��(n��i)�ϲ�ǻ�w�����ܷ⣬��Ҫ�ι̰��b���y�w��(n��i)���������õď��ԁ��M(j��n)���ܷ⡣���Ì��ù��b�ͼӟ�-����ѭ�h(hu��n)��ˇ���cһ���ԉ��b��ȣ���Οቺʹ�ÿ��׳������������Ч����PTFE����������ƿ����Ե�ͬ�r(sh��)���������^��M��Ƕ���y�w���۵ȹ̶���λ���c�y�w���A(y��)�O(sh��)�ĭh(hu��n)���ܷ⎧�N�Ͼo�ܣ��γ������ܷ�̶������C�˿����ڹ��r�µ��ܷ�Ч����ʹ�É�����
�����ڿ���(j��ng)�L��ʹ�û��ܵ�����p������ʧ�ܷ�������Ҫ���Q�r(sh��)��ʹ��ԓ��ˇ��������ܷ�S�o(h��)����y�T�����c���y�Tͬ�ȵ��ܷ����ܣ���ռ��g(sh��)�W(w��ng)(http://www.jnannai.com/)�J(r��n)���(hu��)���(ji��)�s���Y�𣬲��s��������Q���_(t��i)�y�T��ɵ��L���ڡ�
�����a(ch��n)Ʒ�z�y(c��)�c�(y��n)�C
1�����S�z�y(c��)�c�(y��n)�C
�������y�w��əC(j��)�ӹ���b�ܷ��֮ǰ�M(j��n)��1.5�����Q�����ď�(qi��ng)��ԇ�(y��n)����(du��)��Ʒ���C(j��)��API599�M(j��n)�г��؏�(qi��ng)��ԇ�(y��n)���͉��ܷ�ԇ�(y��n)���߉��ܷ�ԇ�(y��n)�ȳ�Ҏ(gu��)�z�y(c��)���M(j��n)���˳��؆��]��(d��ng)�����ܷ��Ԝy(c��)ԇ�����]�����r�����ض��^�ߣ���(du��)���C(j��)�M(j��n)���˸ߜ��ܷ��Ԝy(c��)ԇ���ضȽ�׃�ܷ��Ԝy(c��)ԇ���������ɿ��Ժ�ģ�M���r���ܵ��(y��n)�C��
2�����I(y��)������
������(j��ng)�^�����O(sh��)Ӌ(j��)�����졢�z�y(c��)���(y��n)�C�ăɂ�(g��)Ҏ(gu��)����̖(h��o)䆲��y�T��2010��Ԫ���ڇ���(n��i)ij�ɼһ�������˾�M(j��n)�й��I(y��)���ˣ��\(y��n)��6��(g��)�º��r���ã���������ʹ�á�
�ġ��Y(ji��)�Z
����ԓ�a(ch��n)Ʒᘌ�(du��)���ṤˇҪ��(y��u)���_�l(f��)�����M(j��n)���y��ȣ�����ָ��(bi��o)�ஔ(d��ng)���e����ʹ�õĿɿ��Ժͽ�(j��ng)��(j��)����Ч���@������(y��ng)ԓ�f�Ǹ�����ᘌ�(du��)�Ժ͌�(sh��)���Եă�(y��u)�|(zh��)�a(ch��n)Ʒ��
����ͨ�^һϵ�е�ԇ�(y��n)����Փ�о��͌�(sh��)�`�(y��n)�C����Q���۟��T�칤ˇ���g(sh��)��ͨ�^�O(sh��)Ӌ(j��)��(zh��n)�t�c��(bi��o)��(zh��n)���ƶ���ᘌ�(du��)�Y(ji��)��(g��u)���O(sh��)Ӌ(j��)���M(j��n)���ӹ����칤ˇ���g(sh��)�о����a(b��)�ˇ���(n��i)䆲��y�T�a(ch��n)Ʒ��Փ�о��c����Ŀհס���(j��ng)�^���I(y��)��(y��ng)�Ì�(sh��)�`�C����䆲��y�T�ć��a(ch��n)�������c�_�l(f��)�dzɹ��ġ�