����ʽ��ȫ������������Ԥ����ʩ
��������������ʽ��ȫ��ʹ�õ��У� �۳������⡢ˮ����������������ɵ�“����”����װ��װ�������ʹ�ò�����Ҳ������ɰ�ȫ��“ ����”��Ҫ��ȷʹ�ð�ȫ����
�����������豸��ƺ�ʹ���ж��а�ȫ����Ϊ�豸�İ�ȫ�����ṩ��ȫ��������ȫ�������Ŀɿ���ֱ�ӹ�ϵ���豸�������İ�ȫ������ȫ���ܷ������������Լ������ܵĺû�������ͬ������ơ����졢ѡ���йأ�����ͬ��ȫ���İ�װ��ʹ��ά�����Լ���ȫ��У�����ڵ�ȷ���Ƿ����������ֱ�ӵĹ�ϵ��
������ռ�����(http://www.jnannai.com/)�������ľ͵���ʽ��ȫ����ʹ���о���������“����”�����Լ�Ԥ����ʩ��У�����ڵ�ѡ������������
1��������ȫ��“����”������
����1)�۳�“ ����”��2)����“ ����”��3)ˮ��“����”��4)����“����”��5)���졢������У���Լ����ѡ�á�װ�䲻��“����”��6)й©��ɵ�“����”��7)���۲�����“����”��8)ʹ��ά���������ֵ�“����”��
2������“����”���γɹ��̼�ԭ�����
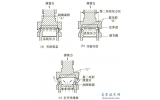
����1)�۳�“����”��ͨ���۳���Ϊ�����࣬�����л��۳������۳����л��۳���������ˮ��ˮ�����Լ�ʹ�ý��ʻ�Ϻ������γ�“����”�⡣ͬʱ����û��ˮ��ˮ�������������ʻ�ϵ������Ҳ�����γɡ��л��۳���������ú�ۡ����Ϸ۳���ֲ����ϸС��ά��ֲ����۵ȡ��������䵽��ȫ���ĵ������뷧���ܷ�Ԫ��(����)֮��ļ�϶���ڸ���״̬�·����ڻ������������(��)����̼���Ӷ����������뷧����뷧��ճ���γ����岻����ԭ����ѹ���¶�����“����”�����۳�һ��Ϊ¯������������ɳ�ȡ������Щ�۳��뷧ǻ�ڵ�ˮ��ˮ�������ϣ��������Ⱥ�ʹ��ǻ�ڵ�ˮ�����۳�����γ�ճ�Ƚ�ǿ�Ļ�����ڵ�������뷧���ļ�϶֮�л��ۣ���ȴ��ʹ�������뷧���Լ������뷧ճ������壬���“ ����”��
����2)������ɵİ�ȫ��“����”������һ���Ƿ��塢���֡����ɡ��ܵ�������������ˮ������ˮ�������е�O2��SO2���������ʷ�����ѧ��Ӧ�IJ�������ڷ�ǻ�������Һ͵��������϶�л��ۣ��γ��“����”��
����3)ˮ����ɵİ�ȫ��“����”����ȫ����װ��������ɰ�ȫ����ǻ�ڻ�ˮ���γ�ˮ������ɻ�ˮ����Ҫԭ���������������棺
����(1)��������·����ڶ���ʹ�δװ����ˮ�ܣ�ʹ��ˮ��ѩˮ�������ܵij��ڴ����룬���ڷ�ǻ�ڻ��ۡ�
����(2)���������������۹ܡ������ܡ���ˮ��һ����һ���ŷ��ܹܡ�������һֻ���ſ������������ŷŻ�й©ʱ�����ų�������ˮ���������ʾͻ������ͻ����������������û�п��������İ�ȫ���ķ�ǻ���γɻ�ˮ��
����(3)��ȫ�������·����õĴ�ɨ����ˮ����������ڴ��ײ�����ˮ�����������ʱ��ʹˮ�ڷ�ǻ�ڻ��ۡ�����������ˮ�ڷ�ǻ�����ȣ�ˮ�����ʵ��ܽ���½�����ˮ�еĸ�(Ca)�V(Mg)���ӵ�����������ͬ�������ʣ��ͻ��ڷ����ڲ����ܷ�Ԫ�����桢��������뷧��֮��ļ�϶���Լ�������������������Ͻᾧ��ճ�������������“����”����
����4)����“����”����Ϊ��������“����”�ͷǶ�������“����”����������“����”��ָһЩ��ȫ�������ܵ���ѩ������ˮԴ������ɷ��ڻ�ˮ���������¶ȵ���0�������ʱ��������ɵ�“ ����”���Ƕ�������“ ����”����ָ���ڶ���Ҳ�ᷢ���ı���“ ����”����������Һ�������Լ�����һЩ�ͷе�����Ϊ���ʵij�ѹ�豸�İ�ȫ���ϣ�����Һ�������ڳ�ѹ�»�Ѹ��������������й©ʱ����й©���ʵ����١������ﵽһ��ֵʱ�ͻ����շ��ŵ�������ͬʱʹ������ˮ�����ڷ�ǻ�ڵ�����������������֮��ļ�϶��Ѹ�ٽ�¶����˪�ͽ������ɰ�ȫ��“����”��
����5)��ȫ���ܷ�й©��ɵ�“����”����������Һ�����Ϊ���ʵij�ѹ�豸�ϵİ�ȫ����й©ʱ����ɷ�ǻ�ڳ�ʪ������Χ�����еķ۳��Լ���ǻ����������ϵ����һ����ȴ�����̶����“����”��
����6)���졢������У������ѡ���Լ�װ�䲻����ɵ�“����”��
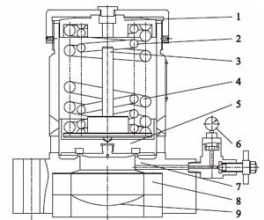
����(1)�����뷧���������뷧���������뵼���ס�����������ݸ����ǵ�ͬ��Ƚϲ
����(2)�����뵼���ס�������µ������뷧���ھ���Ϲ����С��
����(3)�������뷧��������ߴ��С��
����(4)���˵��⾶�ߴ�������ݸ˵��ڿ׳ߴ繫����Ϲ�����
����(5)����ѹ������Χ������ֵ������
����(6)�������������ͷ���������λ������˿����������
����7)������ɵİ�ȫ��“ ����”����ȫ���Ĺ����¶�≥150��ʱ����ȫ��������ϵ�����֬�ͻ��������������ʹ����֬��ճ������ʹ��оճ������ȫ���Ĺ����¶�≥ 300�� ʱ������֬�����γ���ȼ����������̼�������յ��°�ȫ����ʧ���“����”��
����8)��ȫ��ʹ�á�ά����ѡ�ò�����ɵ�“ ����”���磺ʹ��ǰ�����п���ѹ�����������ֲ�������ǰ��飬��ʹ������ʴ���أ�����ѹ�����ڱ�������ѹ�豸��������߹���ѹ���İ�ȫ��װ���ڱ������豸ϵͳ�С������¯�û�����ʹ��ά����û�н��ж��ڵ��ֶ����Զ��ŷ��������ȷ��ά������Ҳ����ɰ�ȫ��“����”��
3��Ԥ����ʩ��ע������
����1)�����йء���̡�������ȷ�İ�װ��ȫ������ȫ���ŷ����ܵ���ڶεײ�Ӧװ�н�����ȫ�ص����ˮ�ܣ����ŷŹܺ���ˮ��֮�䲻��װ���κη��Ų����ֳ�ͨ��ÿ̨��ȫ�����밲װ�������ŷŹ�(������Ҫ��ʱ����)���ŷŹܲ�����������ȫ�����ã��Է�ֹ�����Ĺ�����ȫ�����������������Ӷ�ʹ��ȫ�����������ܱ�֤����ɳ�ѹ�豸�ij�ѹ����ȫ�����ŷŹ��Ͻ������۹ܵ�������ͬһ���ܵ����Է�ֹ����ˮ���������밲ȫ����ǻ�Ӱ�ȫ����ɢ�ȴ���������˲�����Ա����ʹ��ȫ���ı�ѹ�����Լ���ɰ�ȫ���ڲ�ˮ���IJ������γ�“����”��
����2)Ӧ���ڽ���ȫ�����½���ȫ����ϴ����鲢������ĥ����ѹУ�������ʹ�á�
����3)��ȫ��ÿ��������У�鵥λУ��һ�Σ��û�Ӧ���ݱ���λ��ȫ���Ĺ���������豸ʹ�ù�������ƶ�У��ƻ���У�����ڣ�����ǧƪһ�ɣ�Ӧ���ݲ�ͬ�豸��ʹ�ý��ʶ�������¯��ȫ��ÿ��Ӧ����һ���Զ��ŷ����飬ÿ��Ӧ����һ���ֶ��ŷ����飬�Է�ֹ��о��ճ�ᡣ���⣬��Ӧ��ȫ�������ֳ�����У�飬��鰲ȫ���������ɿ��ԣ��緢���쳣Ӧ������ʱ��У�鵥λ��ϵ�Է��¹ʵķ�����
����4)��װ������İ�ȫ��Ҫ��ȡ�ʵ��ķ�����ʩ����ֹ�ꡢ�����������۵��������밲ȫ�����ŷŹܵ����������¶ȵ������ʱ����Ӧ��ȡ��Ҫ�ķ�����ʩ�Ա�֤��ȫ���Ķ����ɿ��ԡ�
����5)�豸��������ѹ����ÿ�����≤0.9���İ�ȫ������ѹ��(����ѹ��)Ϊ�ˡ�������Ϊ��ȫ����Ʒ�ܷ���������ָ��涨��0.9��������ѹ��������豸����ѹ�������ک�0.9������ѹ�������У���ȫ��������ǰй����(����ǰй©)����������ʱ����������յ��°�ȫ�����ܷ������½�������й©��
����6)��ǿ��¯��ά������������¯ǽ��¯�������õ��ܷ����ܣ����Ͱ�ȫ����Χ�����ķ۳�Ũ�ȡ�