����ĥ����ʽ������ĥ���C(j��)��̽ӑ
������(du��)���y����ĥ���C(j��)���ĎNĥ����ʽ�cĥ��ԭ���M(j��n)������ӑ���ڌ�(du��)���ˎNĥ����ʽ�ă�(y��u)��ȱ�c(di��n)֮��B��һ�N���͵�ĥ����ʽ�����͵�����ĥ���C(j��)����
�����S�����(hu��)�İl(f��)չ��ʯ�͡���������F��ú�ۺ���Ȼ��ݔ�͡����վ���ИI(y��)��(du��)�߾��ȡ�Ӳ���桢Ӳ�ܷ����y������Խ��Խ��(du��)���y�ИI(y��)�����y�S���ИI(y��)�����Խ��Խ�ߵ�Ҫ���@����y�������Ӳ�|(zh��)�Ͻ��������߳����Ͻӣ���Ӳ���_(d��)��63HRC���ң��ܷ�����Ҳ��Ӳ���|�����������z���|ܛ�ܷ⣬���ܷ≺��Ҫ��40MPa��ܛ�ܷ����h(yu��n)�h(yu��n)�_(d��)�����ġ��@����y��������ĥ���ӹ�����A��Ҫ��dz��ߣ���֮����Ӳ�ȘO�ߣ����Â��y(t��ng)��܇������ĥ�ļӹ���ʽ���ѽ�(j��ng)�����_(d��)���y�T��Ҫ��Ŀǰ����(n��i)ԓ�ИI(y��)�ׂ�(g��)������y�S����ĥ���@�������������M(j��n)�ڙC(j��)���ڼӹ����y���档
1��ɰ�Pĥ����ʽ———���ɷ�ĥ������
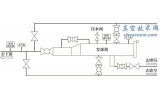
�����D1a��һ�_(t��i)�M(j��n)�ڙC(j��)�����D1b����ĥ��ԭ����
�����@�Nĥ����ʽ��ĥ��ԭ��鷶��ԭ����ĥ�^�����ɰ�P����ֻɰ�l�Ƕ��ɰ�P��;���ɰ�P���w�ڴ�ĥ���������ϣ�ÿ�Kɰ�l�����|��ĥ���ı���;ĥ���r(sh��)��ɰ�P�@ĥ�^���S�S�ľ������D(zhu��n)��(d��ng)�����w�@�乤�����S���S�ľ������D(zhu��n)��(d��ng)���S��ĥ�^��ɰ�P�Ĺ��M(j��n)�����ĥ��������(g��)���档�@�Nĥ����ʽɰ�P�Ŀڏ����≥��ĥ�������挒�ȣ���t���治����ȫĥ����Ŀǰ����(n��i)��ҏS��Ҳ�����@��(g��)ԭ�����Ƴ����˴˷N��ʽ������ĥ����

�D1 �M(j��n)�ڙC(j��)������ԭ��D
�����䃞(y��u)�c(di��n)�酢�cĥ����ɰ�l�࣬���a(ch��n)�ʸߡ���ȱ�������Ҏ(gu��)������׃����ɰ�P����Ҫ׃��������һ�_(t��i)�C(j��)����Ҫ����^���ɰ�P��ɰ�P�����M(f��i)���^�ߣ���ֻ�m�ϴ��������a(ch��n)��������Ĉ�(ch��ng)�ϣ�С�������a(ch��n)�r(sh��)�ܲ���(j��ng)��(j��)������ʹ�á�
2��ɰ݆ĥ����ʽ———չ�ɷ�ĥ������
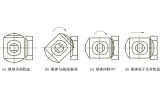
����Ŀǰ����(n��i)�еďS��ʹ�õ�����һ�N��(ji��n)���ĥ������ĥ��ԭ��Ҋ�D2��

�D2 չ�ɷ�ĥ������ԭ��
�����@�Nĥ����ʽ��ĥ��ԭ���չ��ԭ�������c����܇��܇�������ԭ��һ�ӣ�ĥ�ߞ�ƽ��ɰ݆��ɰ݆����A���c������ĥ���ı�����|; ĥ���r(sh��)��ɰ݆�@��ĥ�^���S�S�ľ��������D(zhu��n)�������@�����S�S�ľ��η�������D(zhu��n)��(d��ng)��ͬ�r(sh��)�@����һ��ֱ�����ľ���������(f��)�ĵ����D(zhu��n)��(d��ng)����(d��ng)�D(zhu��n)��(d��ng)�������һ��(c��)�r(sh��)��������ƙC(j��)��(g��u)���ƣ����D(zhu��n)�ص���һ��(c��)���ܶ���(f��)ʼ����ˮƽ�D(zhu��n)��(d��ng)�����S��ĥ�^��ɰ݆�Ĺ��M(j��n)��չ��ĥ�������档
�����䃞(y��u)�c(di��n)�� ĥ����ͬҎ(gu��)������w�����ø��Qɰ݆��һ��(g��)Ҏ(gu��)���ɰ݆����ĥ���κ�Ҏ(gu��)��ߴ�Ĺ�����ĥ�ߵ�Ͷ�Yʡ����ȱ�ݣ� ���cĥ����ɰ݆�c�����龀���|����ֻ��һ�l��������ĥ��Ч�ʺܵͣ����m�������w����������Ҏ(gu��)ģ�����a(ch��n)���H�H�m�������y�������ИI(y��)��
3��һ�N���͵�����ĥ����ʽ———�M�Ϸ�ĥ��
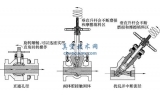
������ĥ��ԭ��Ҋ�D3��

�D3 �M�Ϸ�ĥ��ԭ��
�����@�N������ǰ��ɷN�������ЙC(j��)�M�ϣ��Y(ji��)���˃��ߵă�(y��u)�c(di��n)�����˃��ߵ�ȱ�ݣ���Ҫ?ji��ng)?chu��ng)���c(di��n)���ڣ�
����ĥ�ߞ����ɰ�P��ɰ�P�ϰ��b�ж��Kɰ�l����ɰ�l�cĥ���涼���|; �@��(g��)ɰ�P����Чĥ���ڏ�≤���ι��������挒��; �����r(sh��)��ɰ�P�@���S�ľ���X�S�����D(zhu��n)��(d��ng); ���ι����@��ˮƽ���ľ���Y�S�����D(zhu��n)��(d��ng); ��(d��ng)���ι�����ĥ�����挒��> ɰ�P��ĥ���ڏ��r(sh��)�����ι��������@����ֱ���ľ���Z�S��������(f��)�D(zhu��n)��(d��ng)����(d��ng)ɰ�P̎�������һ��(c��)�r(sh��)���C(j��)���Ŀ��ƙC(j��)��(g��u)�������ι���������һ��(c��)ˮƽ�D(zhu��n)��(d��ng)���D(zhu��n)�����w����һ��(c��)���D(zhu��n)�أ��ܶ���(f��)ʼ����ˮƽ�D(zhu��n)��(d��ng)�����S��ɰ�P�Ĺ��M(j��n)������ĥ������(bi��o)��(zh��n)�����档

1-���S;2-����;3-ɰ�P;4-ɰ�l
�D4 �M�Ϸ���ͬĥ��ֱ���IJ�ͬ
��������?q��ng)D4����(ji��n)Ҫ�f����ͬĥ��ֱ���r(sh��)��ĥ���P(gu��n)ϵ����(d��ng)���ι���2�����挒�ȴ���ɰ�P3����Чĥ��ֱ���r(sh��)�����ι���2�@�C(j��)��Z�S����(f��)�D(zhu��n)��(d��ng)�����D(zhu��n)�Ƕȵ������ι����Ĵ�ĥ���Ƕ�β�pȥɰ�P����α�������ι������D(zhu��n)�Ƕ�=β-α����(d��ng)����2�����挒�ȵ���ɰ�P3����Чĥ��ֱ��(��β=α)�r(sh��)�����ι������ه��@���C(j��)��Z�S���D(zhu��n)��ֱ�Ӳ��÷��ɷ�ԭ�����ܼӹ�������Ҫ�����Ρ�
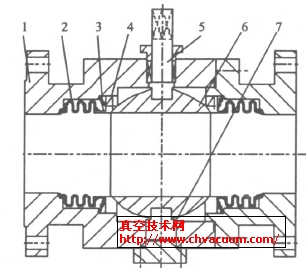
�����@�Nĥ����ʽ�ęC(j��)����D5��ʾ�� ɰ�P���b��ĥ�^��ǰ����ĥ���r(sh��)����ĥ�^늄�(d��ng)�C(j��)����(d��ng)�����ٵ��@X�S�D(zhu��n)��(d��ng)����ɰ�l�c���w������|����(du��)���w��(sh��)ʩĥ���ӹ�;ĥ�^���b�ڙC(j��)�����������ϣ��������ŷ�늄�(d��ng)�C(j��)- �L��z���(q��)��(d��ng)������(d��ng)ĥ�^��X�S����M(j��n)���M(j��n);�^��β�ܰ��b�ڹ����_(t��i)�ϣ������_(t��i)����һ�v���(q��)��(d��ng)�C(j��)��(g��u)�����(q��)��(d��ng)�����_(t��i)��Y�������Ƅ�(d��ng)�����b�����r(sh��)�����Ƅ�(d��ng)����ʹ�������cĥ�^���S�S�����L(zh��ng)���غϣ��{(di��o)��������λ�ú����_(t��i)�ϵĹ̶��C(j��)��(g��u)���Ƅ�(d��ng)�����̶�; �^���ϵ�늙C(j��)�c�p���b���(q��)��(d��ng)���S�������@Y�S�����D(zhu��n)��(d��ng); �����_(t��i)����һ�D(zhu��n)�_(t��i)�C(j��)��(g��u)���Ɏ���(d��ng)�����_(t��i)���^��β���Լ�����һ���@Z�S����(f��)�D(zhu��n)��(d��ng)�����C(j��)�ɔ�(sh��)���b���(q��)��(d��ng)���锵(sh��)�����S��(li��n)��(d��ng)��ɰ�P��X�S�M(j��n)�o�����@Z�S���D(zhu��n)��(d��ng)��Ҫ(li��n)��(d��ng); ���b�����r(sh��)�����_(t��i)��Y�S���Ƅ�(d��ng)��?y��n)��Ƅ?d��ng)Ҫ��ߣ�Ҳ��Ҫ��(sh��)�ء�
�����@�Nĥ����ʽ�����c(di��n)�� ���cĥ����ɰ�l�࣬���a(ch��n)�ʸ�; ĥ����ͬҎ(gu��)������w�����ø��Qɰ݆��һ�NҎ(gu��)���ɰ�P����ĥ����NҎ(gu��)��ߴ�Ĺ�����ͨ���Ժá��ڰ��b���ι����r(sh��)��ˮƽ�Ƅ�(d��ng)�����_(t��i)ʹ�����������cĥ�^�S�ľ��غϣ�ĥ���r(sh��)����ԭ�����C�����ι����ĈA��Ҫ��

�D5 �M��ĥ��ʽ�C(j��)��
4���Y(ji��)�Z
������������ĥ���C(j��)������Ҫ���c(di��n)�ǣ�
����(1)���Ô�(sh��)��ϵ�y(t��ng)��(sh��)�F(xi��n)���S��(sh��)�ز���(sh��)�S(li��n)��(d��ng); ���������ŷ�늄�(d��ng)�C(j��)- �L��z�ܣ�ֱ����(d��o)܉�(q��)��(d��ng)���M(j��n)�o�����_(d��)����(j��)��
����(2)ĥ�^늄�(d��ng)�C(j��)����׃�l늄�(d��ng)�C(j��)�τ�(d��ng)��ɰ݆�D(zhu��n)�ٿɸ���(j��)���w�Ĵ�С�Լ�ɰ݆ĥ�p��ֱ���Ĵ�С��׃����ʹ��ĥ���ٶȺ㶨��
����(3)�^���D(zhu��n)��(d��ng)�����ŷ�늄�(d��ng)�C(j��)����׃�l늄�(d��ng)�C(j��)���p�ٙC(j��)ֱ���τ�(d��ng)�����w�@�S�����D(zhu��n)��(d��ng)�o�Z��(d��ng)�������ԟo��(j��)׃�١�
����(4)�����_(t��i)�Ŀv���(q��)��(d��ng)�C(j��)��(g��u)���ô�T�����M(j��n)늄�(d��ng)�C(j��)��߾��Ȝp�ٙC(j��)�τ�(d��ng)�����(q��)��(d��ng)�����_(t��i)��Y�������Ƅ�(d��ng)�����������İ��bλ��; �����_(t��i)�Ļ��D(zhu��n)�����ŷ�늄�(d��ng)�C(j��)��߾��Ȝp�ٙC(j��)�τ�(d��ng)���D(zhu��n)��(d��ng)ƽ��(w��n)�o����; �����_(t��i)�D(zhu��n)��(d��ng)�b�ò������͵���϶�C(j��)��(g��u)����ߓQ��ƽ��(w��n)��; �����N�܌�(d��o)܉���o����(d��o)܉���g(sh��)��������wˮƽ���D(zhu��n)���ȡ�
����(5)���^�ϲ������w���o(h��)���N���F(xi��n)���C(j��)�����͡�
�����@�N�M��ĥ����ʽ������ĥ���C(j��)���C(j��)е���I(y��)�����O(sh��)Ӌ(j��)�о�Ժ�ѽ�(j��ng)��Ո(q��ng)�˰l(f��)���������������Q�顶��������ĥ���C(j��)������ĥ��������������̖(h��o)�飺ZL201110250547.3��Ŀǰ�C(j��)е���I(y��)�����O(sh��)Ӌ(j��)�о�Ժ����������ԓ�C(j��)��