���y���w�c�y�Uһ�w���OӋ�c����
����ᘌ���ͨ�������y�y�U�����w�B��̎���g϶��ό������ֲ���������������Ӳ���ӄ����ȱ�c���OӋ����Uһ�w���̶�ʽ���y����Ҫ����U�����w���B�ӹ�ˇ������Ԕ���������M��ʹ�y�U�c���w������һ��Ȼ�����y�U�����w�B�Ӽ��χ���Ni60���ڑ�������ȫ���ܺ��m���h������Ҳ�M���������ķ������l�F��Uһ�w�����y����ͨ�������y�_�P�r���õ�Ť��С;�����y�U�����w���ӳ�һ�����w����ֹ���y�U�_���w��Ŀ���;���⣬�˷N�OӋ�_�����ȸߡ������L���@Щ��Խ�ԃ������y�T�Ŀ��ƺͰ�ȫ���ܣ���Q���y�T�����ܷ�ʧЧ�y�}���Ķ��Ƅ����y�T�ИI���Mһ���İlչ�����y�T�ИI�ṩ��һ���ܺõ��аl����
�����y�T�����w��·�Ŀ����b�ã�����������ǽ�ͨ���Д��·���|����ͨ����׃���|�����ӷ����{�����|�ĉ��������������o��·�O��������\�С��S���F�����I�IJ���lչ���y�T�������������L��һ���F���ߘ���Ҫ�������y�T��һ���F������ʯ�ͻ����b�þ���Ҫ���fֻ��ʽ���ӵ��y�T�����y��20���o50���������һ�N�����y�T���������ͳߴ�С���|���^�p���ܷ��Ժá����w����С���_�PѸ�ٷ��㡢���ښ�غ�늿ء�ʹ�É����L����ȫ�ɿ��Ըߡ��S����ȃ��c���ܵ��V���Ěgӭ����ռ��g�W(http://www.jnannai.com/)�J������ڸ��и��I�Ĺܵ��ϱ��V�����á��ܶ���λ�͙C���_ʼ�о����|�������y���oՓ���y�w�����w���y�U���������ܷ�Ԫ�������b�õȣ����õ��˺ܴ�̶ȵİlչ���S�����y�ďV��ʹ�ã������OӋ����˸��ߵ�Ҫ���ľ����w�c�y�Uһ�w�������M�к������OӋ�c������ʹ���y�IJ������ܵõ��˃�����ʹ֮�ܸ��Ӱ�ȫ�������Ĺ�����
1�����چ��}
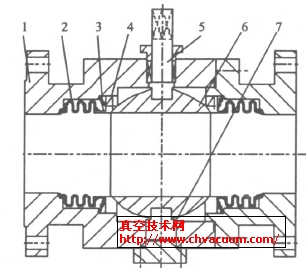
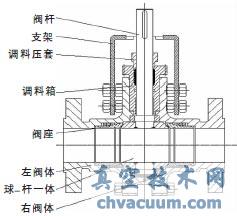
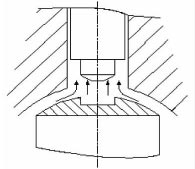
�����F���ձ�ʹ�õ����y�������w�c�y�U�ǃɂ��������������D1��ʾ��ͨ�^�B��̎���g϶��ϣ�ʹ֮�_���_���]�ϵ�Ч�����@�ӵ��B����ʽ��ʹ�Õr�g���˾͕��D�Ӳ��ʴ_�������ܴ��Σ����������ú���͡���ú�Լ�ú�⻯��ú����ϵ�y̎�ڽ��|(ú��)��Ӳ�ȡ��߉������ߜضȵĹ��r�£��y�T��������ĥ���͛_ˢ�������Д�ȹ��ܡ��y�T���]�l�����ٶȿ�(30min����һ�Σ�5��10s/��)�����@�N��r���y�T���D�ӱ�횜ʴ_����t�����ܷ��ԡ�ʹ�É����������������Ї��ص�Ӱ푡����D1��ʾ�����y���f���y�U�c���w���|��λ�����^����������Ӳ���ӵĄ��䣬�Ķ�ʹ�D�Ӿ��Ƚ��͡����磬�������y�U���D90°���Kֹ������Ӳ���ӵ�Ó�䣬�Y�����w�п������D��88°���@�ӕ�����һ������������ʹ�y�T�ĉ������s�̣�����Ӳ���ӵ�Ó��������ܷ�ʧЧ��
�D1 һ�N�������y�Y��ʾ��D
���������]�y�T�r���y�U�c���w�����ò�λ�͕��γɱȉ��������y�U�c���w֮�g���B�����g϶��ϣ������ڽ��|���ϵıȉ��ֲ�Ҳ�Dz������(�D2)��Խ�����y�U��߅�����֔D������δzyԽ���@�����߅�����������^�����ǰʹ�����Ó�䡣���֮�£����g�������ܵ��đ����������p�١�
�D2 �y�U�^���ȉ��ֲ�
�������ڴ��ڑ����ֲ�������F�����y�T��ʹ�É������һ����Ӱ푡�
�������ض��ĭh���У��y�U�Л_���w��Ŀ��ܡ��y�U�_���w�⣬�����y�U���D�Ӳ��������w���D�ӣ��@�ӾͲ���ʹ���y�M�������Ĺ��������ؕr������ش��¹ʡ����������@Щ��r�������w�c�y�U����һ�����w��ʹ�y�U���wһ�w�����͕������@�N���g϶�������ķN�NʧЧ��ͬ�rҲ����ʹ�y�U�_���w�⡣
2�������OӋ
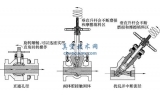
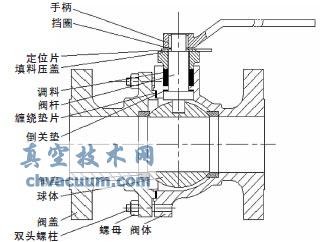
�����y�U���wһ�w�������ɹ̶�ʽӲ�ܷ����y���@�ӿ��ԃ�����ͨ���y��һЩ���ܣ�ʹ֮�܉���Ӹ�Ч����ȫ���M�й�����������4"QS347Y-600Lb����Ӳ�ܷ����y����(�D3)���M�з�����
�D3 4"QS347Y-600Lb����Ӳ�ܷ����y
2.1����Uһ�w�ľ��w�ӹ�����
���������y�U�����ϑ�����GB/T1220��Ҏ�����x��17-4PH���P䓣������R���w����Ӳ���Ͳ��P䓣����������c������ͨ�^׃�ӟ�̎����ˇ�{�����ȼ��e������ԓ����˥�p���ܺã������gƣ�ڼ���ˮ���������m���������y�U�@�ӵ��S������呼�Ҫ�M�й���̎����ʹ�Ͻ��и��N�����ܽ⣬���������w��������g�Լ����g���ܣ����������cܛ�����Ա��^�m�ӹ�����ͣ�����̎����Ӳ��Ҫ�_��40~42HRC��
�����������w�����ϑ�����ASTMA182��Ҏ�����x��F304���P䓣�����һ�Nͨ���ԵIJ��P䓲��ϣ����P���ܱ�200ϵ�еIJ��P䓲���Ҫ�����ߜط���Ҳ���^�ã�304���P䓾��Ѓ����IJ��P���g���ܺ��^�õĿ����g���g���ܡ����������ᣬ�ڌ���еó������≤65%�ķ��v�ض����µ������У�304���P䓾��к��Ŀ����g�ԣ����A��Һ�����ЙC��͟o�C����������õ����g���������w�c�y�Uһ�ӣ�ҲҪ�M��呼��Ĺ���̎��������䓺ͺϽ�����Ժ��g�ԣ������Ӳ��̎�����Üʂ䡣
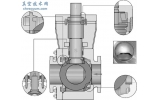
�������w�c�y�U�B�Ӳ�λ�ijߴ�Φ48�c�y�U�^ӯ���0.15~0.20mm�����w�ӹ������飺�����w�ӟᵽ400�棬����20min��Ȼ���y�U���_�ز������w��ʹ֮��s���M�к��ӣ����w�c�y�U�ĺ��Ӳ�λ��D4��ʾ�������r�ػ������������@�ӣ��y�U�c���w�ͱ����ӳ���һ�����w��Ȼ��Ni60��Ni60�Ļ��W�ɷֺ���Ҫ����Ҋ��1��
��1 Ni60���ۺϽ�Ļ��W�ɷֺ���Ҫ����
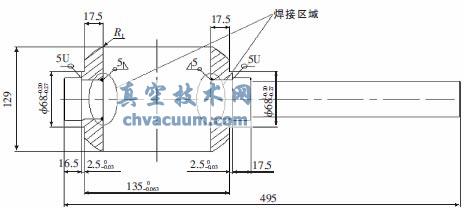
�D4 ���w�c�y�U���Ӳ�λʾ��D
����Ni60�ۇ�����Ӳ����60HRC���ң��c�B̼���B�����B����t��ijЩ�Ѻ��Ͻ�ȱ���Ӳ��̎�����Ӳ���ஔ�������Ѓ�������ĥ�ԡ����g�ԺͿ��ߜ������ľC�����ܣ��ѱ��V������ұ�𡢙Cе���Vɽ��ʯ�͡��������p������܇���I���דp�������ޏͺͱ��o���ױ�������ʮ�������ʹ�É�����ȡ�����@���Ľ���Ч������Ч�档ͬ�ӣ������w�c�y�U�χ���Ni60�nj�������M�Џ�����ʹ֮�����^�ߵ�Ӳ�Ⱥ̓�������ĥ�ԵȾC�����ܡ�
����Ni60������ˇ������D5��ʾ�����б���̎���c�A���Ȟ���Ҫ���������c���w�ĽY�Ϗ��ȣ���ȡ�Q�����ۺϽ��ĩ���͇ܺ�����ˇ�����⣬߀�c������������̎���Ƿ����Ҫ����ֱ���Pϵ�������A�ޏ����ı���ƣ�ڌӡ��B̼�ӡ������ӡ���t�ӡ��P�ߡ����۵����ȳ�ȥ��̎������(�ֹ�)���ý���ĥ��C��늄�ĥ�^������¶�����w���ٱ�����ɞ��ˡ������������M���A�ᣬ�Ǟ������l���������ˮ�ݣ���ʹ���w��һ�����A��Û����߷�ĩ������e�ʣ�ͬ�r�����ں������ەr�c���w�ĽY�ϡ��A��ض�ȡ�Q�ڹ�����С�����w�Ŀ��������ܣ�һ���^С����w�������Ĺ�������150~200���A�ᡣ
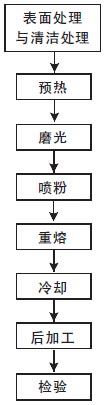
�D5 Ni60������ˇ����
2.2����Ҫ������Ӌ��
������Uһ�w���̶�ʽӲ�ܷ����y��һЩ��Ҫ������Ӌ�㷽�����¡�
����2.2.1���y�w�ں�S'B
 (1)
(1)
����ʽ�У�S'B��Ӌ���ȣ�mm;p��Ӌ�㉺����MPa;Dn��Ӌ��ȏ���mm;[σL]���S����������MPa;C�鸯�g������mm��
�������y�w���H���SB≥S'B�r�����Ⱥϸ�
����2.2.2���ܷ�ȉ�q
����q=DMJ(PS-PN)/(4bM) (2)
����ʽ�У�DMJ���ܷ���ƽ��ֱ����mm;PS����������(�OӋ�x���s1.1PN)��MPa;PN�鹫�Q������MPa;bM���ܷ��挒�ȣ�mm;qMF���ܷ����ϱ�횵ıȉ���MPa;[q]���ܷ����S�ñȉ���MPa��
�����ܷ�ȉ������M��qMF<q<[q]��
����2.2.3���y�U�Ŀ�����MF
MF=MQC+MFT+MZC (3)
MQC=MQC1+MQC2 (4)
MFT=0.5QT�U (5)
MZC=0.3927D2JHPNfzDQJ (6)
����ʽ�У�MQC1���y�������A�o���a����Ħ�����أ�N·mm;MQC2����|���������a����Ħ�����أ�N·mm;QT�������c�y�U��Ħ������N;Φ�U���y�Uֱ����mm;DJH���y����Ͳ�⏽��mm;fz��Ħ����;DQJ���S�iֱ����mm��
����2.2.4������Ť����
���������Ť����(���^)��
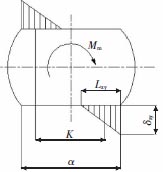
���������y�U�^���c�y�w���|�����ܴܺ��Ť��������M�����ܵ�Ҫ����Ӌ�����Ť������ʹ֮С���S��Ť����������λ����D6��ʾ��
τN1=MF/W1 (7)
���������Ť����(�y�U)��
�����y�U�c�y�U�^���IJ�λֱ��ͻȻ׃С�������װl��Ť����׃�Σ��Ķ��a��Ť�D�Б���������ҪӋ���y�U�c�^����Ť������ͬ��ʹ֮ҪС���S��Ť����������λ����D6��ʾ��

�D6 �y�U�^�������
τN2=MF/W2 (8)
����ʽ�У�W1��W2�鿹Ť����ϵ����
3����������
3.1���B��̎��������
�����D1��ʾ�������y��������g϶��ϣ������ڽ��|���ϵıȉ��ֲ��Dz�����ġ��D������δzy��С�ڲ��ϵ��S�ÔD������ֵ[δzy]����M��Ҫ��ֻ�ܼӴ��y�U�c���w���|��λ�ijߴ硣���Ӵ��y�U�c���w���|��λ�ijߴ猢�p�����w�ď��ȣ����ҕ�ʹ�y�U�c���w���|��λ�����^����������Ӳ���ӵľֲ����䣬���Uչ����������ı��棬�����ܷ�ʧЧ��
����������Uһ�w���̶����y���f�ͱ������@Щ���}�����c��ͨ�����y����^�������c��
����(1)�yǰ���w���������w�Ϯa����������ȫ�����f�o�S�У������������M�ډ����Ƅ����w�c�ܷ����γɵľ��ܷ�ؓ�ɶ�����^���Ť�أ�����ʹ���w���y���ƄӏĶ�ʹ�y�����������^��ĉ��������Թ̶����y���D��С���y��׃��С���ܷ����ܷ�����ʹ�É����L���m���ڸ߉�����ڏ����ϡ�
����(2)��������w�c�y�U���Ӟ�һ�����w�����w�c���b���_���ĽǶȴ�С��ȫһ�£�ʹ�_�����]�ϸ��Ӝʴ_�o�`������������ͨ�������y�ǘӣ����w���y�U�S��ʹ�Õr�g�����L�����g϶��ώ������D�Ӳ��ʴ_���������F“���D”�F��ıˡ�
3.2����ȫ����
��������ͨ�����y���e������ʽ���bʽ�y�U�����y��������ݔ��Һ����r�������y̎���P�]��B�r���e�����y��֮�g���y�w�wǻ�ȵ�Һ������������������������⻯������wǻ�ȉ����������ߡ��@�N���������F����ܕ�ʹ�y�U�_���w�⣬��D7��ʾ����ɇ��ص��¹ʣ������ˆT�����������wһ�w���y�T��������w���y�U���ӳ�һ�����w���͏ĸ����ϱ������@�N�y�U�_���w��Ŀ����ԣ��@�Ӿͱ��C�˹����h���İ�ȫ�Ժ��y�T�Ŀɿ��ԡ�
�D7 ��������ʹ���bʽ�y�U�_���wǻ�������
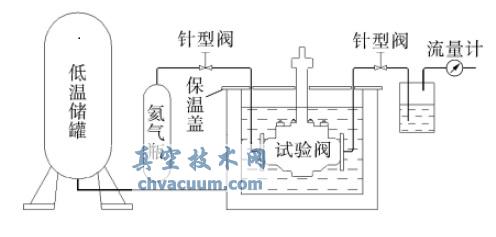
3.3���m���h��
����ú����(��úҺ��������)�����c�lչ��һ��¼��g�������������ڃ��ɹŽ��Oһ����a500�f��úֱ��Һ���Ŀ��úֱ��Һ���b�ù�ˇ�l��ʮ�ֿ��̣����y�T�����Ҫ��dz��ߡ��˷N��Uһ�w��Ӳ�ܷ����y��ĥ���ҿ��_���������������܉��ڽ��|�ض�420~500�桢��������17~30MPa�Ĺ��r�¹������M�����@�Nú�����Ŀ��Ҫ�Ķ����M��ú����ˇ�lչ��
������Uһ�w���̶�ʽ���y���@Щ��Խ�ԃ������y�T�Ŀ��ƺͰ�ȫ���ܣ���Q���y�T�����ܷ�ʧЧ���y�}���Ķ��Ƅ����y�T�ИI���Mһ���İlչ�����y�T�ИI�ṩ��һ���ܺõ��аl����
4���Y���Z
�������m���҇������Ŀ��ٰlչ���m�����и��I��ͬ���|��·�������Ҫ�����y�T�ИI�V��Ƽ��ˆT��Ŭ���£����y�Y������ر����M�����Ǵ˷N�OӋҲ��һ���IJ���֮̎�����磬�ӹ���ˇ���s���ɱ��ߡ����ӹ��O�������Ҫ�������^�ߵȣ��������OӋ�д��Mһ���о����������҂���Ŭ���_�l�Ƽ������ߡ��M�㹤�̅�����Ҫ����ȫ�Ժá��ɿ��Ըߡ��͐��ӭh�������������ڹܵ���ߡ����]Ѹ�ٵ����y��ֻ���@�N�����ܵĮaƷ�ž��ЏV韵��Ј�����Ҫ�Ľ����rֵ��