15CrMoբ����TP304���ߺ����������������
����15CrMoբ����TP304���ߺ���ʱ����ͷ�нϴ�Ĵ�Ӳ�����������ѡ�ò�������Ԥ���¶Ȳ�������ȴ�ٶȿ죬HԪ������������������ں��ӽ�ͷ���ͻ�ʹӦ�����еIJ�λ�������ƣ�����ڴˣ�ѡ�õ���-��Ȳ����Ȳ����жѺ����ɺ͵��ȴ����Ƚ��жѺ��������ֹ��ս����˶Աȡ�ǰ�����¶Ȳ����ȣ�����ʱ������������Ԥ���¶ȣ�û�жѺ����ɣ�����Ϊ����Ӧ�������ӣ�CԪ����ֱ����ɢ��ͬʱҲ�Ӵ�Ժ����е�����Ͻ�Ԫ�ص�ϡ�Ͷȣ��������¶Ⱦ��ȣ�����ʱ����������Ԥ���¶ȣ������Ѻ�Ϊ����Ӧ���������Ⱥ�С��բ����Ѻ���֮��İ��ۺ��������ܵ�̫��Ӱ�죬�Ѻ�ʱCԪ��ֻ�ڶѺ��ĵ�һ�㡢�ڶ�����ɢ��ͬʱҲ��С��15CrMo�Ժ���������Ͻ�Ԫ�ص�ϡ�͡�
�������Ź�ҵ�ķ�չ��15CrMo��TP304(0Cr18Ni9)���ֲ��ʵ�ʹ�÷�Χ�������������ֽ�����ĺ��Ӽ���Ҳ��֮���ӣ����������ֲ��ʸ��Ա�������ʱ�ʹ���һ�������⣬�������ϵĺ���������������ء��ر��Dz���Ϊ15CrMo��բ����ȴ���ȴ�ٶ��������ӵ�TP304�ܵ����Ҫ�����������ѡ�û�������費��ȷ�ͻ��һ�����Ӵ�Ӳ����TP304�ܵ�������Ӱ����Ҳ������̼���������������Խ��ͣ������й������¶ȵIJ�����ʹ��������Ʒ���й©��Ϊ�˲�Ӱ��������������ر�����ֳ�ʵ�������15CrMoբ����TP304�������ֽ�ͷ���ӹ����д��ڵ���������˷�������ѡ�ú����ĺ��ӹ��գ��淶���������յõ������õĺ��ӽ�ͷ��
1�����ڵ�����
����1.1��15CrMoբ������ʱ���ڵ�����
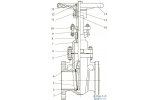
����15CrMoբ����Ƚϴ���DN200mmբ��Ϊ�������һ�㶼��50mm���ϣ�բ��ʵ����ͼ1��ʾ�����ձ�Ҫ���κβ��ʺ�ȴ���16mm����ǰ��ҪԤ�ȣ�15CrMo���ں���һ����Cr��Mo�������Ͻ�Ԫ�أ����ӽ�ͷ�нϴ�Ĵ�Ӳ�����������ѡ�ò�������Ԥ���¶Ȳ��������ӹ��̲�����������Ԥ���¶ȣ���ȴ�ٶȿ���ܼ�ʱ������H������Ӧ���ȴ����������۷�����е�H��������������ں��ӽ�ͷ���ͻ�ʹӦ�����еIJ�λ�������ơ�������ʱ���������С�������ٶȹ��졢����̫������H�;���Ӧ���������º���ͻ���ٿ��ѡ�

ͼ1 15CrMoբ��ʵ����Ƭ
����1.2��TP304�ܺ���ʱ���ڵ�����
����TP304���ʲ��dz���C����֣�����û�м����ȶ�̼�����Ti��Nb���ں���ʱ����¶ȹ���(>100��)��ʱ��ͣ����450~850���Σ���¶����䣬�ͻ�����Ӱ�����γɴ��Ը����Ե͵�̼��Cr���Ӷ�ʹ��Ӱ�������ۺ����ϲ������縯ʴ���ơ�
����1.3��15CrMoբ����TP304�ܺ���ʱ���ڵ�����
�������ߺ���ʱ������15CrMo��C���ϸߣ��Ͻ�Ԫ�غ����ͣ�TP304��֮����˺���ʱC������TP304һ����ɢ��ʹ15CrModeC�������Ͷ����������켰TP304һ���������̼�����Ӷ��������ҺϽ�Ԫ�غ����ϵ͵�15CrMo��ϡ��TP304�ĺϽ�ɷ֣�ʹ�Ͻ�Ԫ���ٷֲ������ں��Ӽӹ������м��ȡ���ȴ�����ȣ�������ͷ��H��C�������Ͻ�Ԫ�ص��ٴηֲ�Ӱ�쵽ԭ����ѧ���ܣ�Ӧ����ȻҲ�Ἧ���ڱ������ڣ��������ֽ�ͷ�γ����Ƽ���Զ����ͬ�ֲ��ʡ���15CrMoբ����TP304�ܺ���ʱΪ����ߺ���ǿ�ȣ����������ں����д��ڵ�״̬������15CrMo�Ժ����ϡ�ͣ�����H�ĺ�����ѡ�õĺ���Ҫ������15CrMo��C����ɢ���ܲ��亸���еĺϽ�Ԫ�أ����Կ˷�15CrMo��ϡ�����ã����Ծ���ѡ��Ni�����Ļ�����岻��ֺ�����������Щ�����ڲ���ʱ�����׳��ֻ������ƣ��ر��ǹ�����ȴ�ٶȽϿ�ʱ���������Ƹ���Ƶ������������Ҳ�Ǻ������Ƶ���Ҫ��Դ��
2������ѡ��
����ͨ�����Ϸ�����15CrMoբ��+TP304�ܵ����ӣ���Ҫ���¶ȺͺϽ�Ԫ�ص�Ӱ�죬�Ӷ��������Ƽ�����ȱ�ݡ�Ϊ�˱�֤����������-��Ȳ����Ȳ����жѺ����ɺ͵��ȴ�Ԥ�Ƚ��жѺ��������ֹ��ս��з����Աȣ�ѡ�ø������Ĺ�������ߺ������ܡ�
����2.1�����շ���
�������ֹ��ն�����V���¿ڣ�բ���ӹ����������Ϊ��������3������85mm���ϣ������¿ڱ�Ե�����Ԥ��4mm�ĺ��Ӽ�϶����ǰբ��һ��Ԥ��130�����ҡ�ѡ��ZX7-400A���ӵ�Դ��벵�������ѡ��2.4mm�����庸˿������120A����4.0mm����������148A�����ö�������ӣ�����¶�Ϊ130�����ң��������200�����H���������ȵ�����բ��һ�ࡣ
����2.2����-��Ȳ����Ȳ����жѺ����ɹ���
�����ù��մ��ڵıײ�����Ϊ����-��Ȳ��ֶμ��ȣ��¶Ȳ����ȣ���������������������Ԥ���¶ȣ�û�жѺ����ɣ�����Ϊ����Ӧ�������ӣ�CԪ��ֱ������ɢ��ͬʱ�����е�����Ͻ�Ԫ��ϡ�ͶȼӴ����ѡ��A302���Ժ�����1Cr23Ni13��˿ʩ���������ִ��������ã���Cr�����ߣ�Ni�������Ͻ�Ԫ�غ����ͣ������������ϡ�͵ĺϽ�Ԫ�ز��䲻�㡣�ر���ά��ʱ����Щ���ʾ���ʹ���ڲ��������ʣ�����Ӱ�캸�ӣ�������������̿���ʱ�з�����
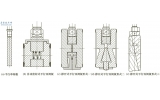
����2.3�����ȴ����Ƚ��жѺ�����
�������ȴ����Ƚ��жѺ����ɽṹ��ͼ2��ʾ���õ��ȴ������¶Ⱦ��ȣ�����ʱ����������Ԥ���¶ȣ��Ѻ�9mm�Ĺ��ɲ㣬�����Ѻ�ʱ����Ӧ�������Ⱥ�С��բ����Ѻ���֮��İ��ۺ��������ܵ�̫��Ӱ�죬��Ȼ����߶Ժ�ʱ��������µİ��ۺ�����������ͬ�ֲ��ʣ����ܲ����С��Cֻ�ڶѺ���һ�㡢�ڶ���ʱ��ɢ���Ѻ������㡢���IJ�ʱC��ɢ���ȴ�ͣ�ͬʱҲ��С��15CrMo�Ժ���������Ͻ�Ԫ�ص�ϡ�͡������ٴ��ۻ�ʱH�������������H�����ŶѺ�������������һ������������һ��ۼ�������߶Ժ�ʱ���ۼ���H���ŶԽӺ���һ��һ�����ۻ��ٴ���������ۼ��ڶԽӺ���ı��棬���Ժ����Ժ�Ҫ����������բ��һ�����200�����H�����������ڷ�ֹ�ӳ����Ƶ��γɡ�ѡ�õ�Cr16Ni25Mo6��˿��A502�����У�Cr�ĺ����ϵͣ���С̼�����γɼ��ʣ�Ni�ĺ����ϸߣ����ȶ����壬���͡�������ϵ����С���������Ӧ��С���ɵõ��ϸߵĿ���ǿ�ȡ����Ժ����ԣ����ȴ����¶�Ҫ��ϵͣ�MoҲ��ϸ����������߸���ǿ�ȵ���ҪԪ�أ�����ܹ��ȶ�15CrMo��Ѻ���������ĸ������ܡ�

ͼ2 ���ȴ����Ƚ��жѺ����ɽṹʾ��ͼ
3���������
����(1)����ZX7-400A�ͺ��ӵ�Դ��벵����������ѡ�æ�2.4mm��Cr16Ni25Mo6벻�����˿������120A��Ar2����Ϊ99.99%���Ѻ���������ѡ�æ�4.0mm��A502�ֹ��绡������������148A������ʹ��ǰ��200���º��2h��������ȡ��
����(2)��ĥ�¿ڲ������������������ʣ��¿�ΪV���¿ڣ��Ƕ�Ϊ60°����������Ϊ�¿������20mm����ZWK-I-60�ȴ����Ƕ�բ������Ԥ�ȣ������ٶ�Ϊ150��/h�����µ�130����µ��Ѻ�������
����(3)�¿���Ѻ���������ѡ��ֱ��������˳��Ϊ�����������������У���12��4�㣬���9mm���ң���䡢�����¶ȿ�����130�����ң����ò���������Ѻ���24h������ɫ��⣬�ϸ���ٽ���TP304���ߵĶԽӡ�
����(4)������բ���Խ�ǰ�����Ѻ�����¿ڴ�ĥ�⻬�������۱ߣ�բ���ٴ�Ԥ�ȣ��ҶѺ����¶ȱ�����100�����ң��ܵ��ڲ���ˮ��ֽ�ܷ⣬բ���رգ��Խ�ʱ�ڱ�ƽ�룬Ԥ��4mm���Ӽ�϶���ԳƵ��4�㣬���ȴ���20mm���ջ�ʱ�����ϻ��������ӡ�
����(5)�ý����ܷ��¿ڼ�϶����һС������������ڲ�����������Ar2���������ڻ���С�ں���Ar2�����������������������ӣ��������ϣ����ڵ��⣬���������У����н�ͷ������̵㶼���д�ĥ���ջ��������ӡ�
����(6)�����Ժ��������Ҳ�����ĸ�ġ��������µ�200�棬���»��䣬����H��������H������Ҫ���ȵ�����բ����
����(7)��RT���II���ϸ�UT���I���ϸ����ѹ��1.25����ˮѹ�������й¶��Ӳ�ȼ����ϱ���
4��ʵ����Ч���Ա�
����ij����װ��բ������Ϊ15CrMo����5��բ�������ڳ����ڵ��������У����ֹ��߳������⣬5��բ��������������ܺܺá�����ڼƻ���ֻ�ǽ�����ȫ������ΪTP304����֣���բ������ʹ�á�բ�����219mm×50mm�����߹��219mm×22mm����װʱΪ�˱�֤��������Ч��ֹ�������ƵIJ��������ñ��о��е����ֹ��ս��к�������Աȡ�
����4.1����-��Ȳ����Ȳ����жѺ����ɸù����ǽ����������桢�����¿ڴ�ĥ���Ժ�բ�������ֱ�ӶԽӣ��ֲ�Ԥ��150���ѡ��1Cr23Ni13�ټ�벻�����˿���е�̣���̳���Ϊ30mm���ջ�ʱ���������˻��ӣ����ǣ���̺�����ȴ��Ԥ���¶�ʱ���������ĵ�������ȫ�ᴩ����ĥ���ٴε�̣�������Ȼ���ڡ��Դ˽����˷�������Ҫԭ����15CrMoբ���������ڵ��������У�������S��P��H��N���к�Ԫ�����������ڲ�������ѧ�������ż����Ӱ�졣����-��Ȳ��ֲ����ȣ��¶Ȳ����ȣ�������ȴ�ٶȹ��죬û�жѺ����ɣ����C��ֱ����ɢ��ͬʱ�����е�����Ͻ�Ԫ��ϡ�Ͷ�Ҳ�Ӵ�����ѡ�ú�˿1Cr23Ni13ʩ����Cr�����ߣ�Ni�������Ͻ�Ԫ�غ����ͣ������������ϡ�͵ĺϽ�Ԫ�ز��䲻�㡣
����4.2�����ȴ����Ƚ��жѺ�����
�������岽�谴�ղ�������ϸ�ִ�У�����ʱ��ϳ����Ͷ�ǿ�Ƚϴ��Ǻ���48h�Ժ�Ժ����⣬û�з����κ����ƣ���Ӳ�ȷ��ϱ�������������������36���µ�ʱ�䣬�ٴμ����Ȼ��������Ѿ���Ϊ�ŵù��ĺ��ӹ��ա�
5����������
����(1)������������ҵ�����ж�Ҫ���У��и��¿ڴ�ĥ�����Ժ��ر���15CrMoբ����Ҫ��һ��UT��⣬��������ȫ�����������
����(2)�������ȹ����У����ϼ������ǣ�ע��۲�����ٶȼ��¶��Ƿ�������㺸��Ҫ��
����(3)��̻ӹ��̣�����Ҫ�������ӣ��ٴν�ͷ֮ǰ��Ҫ��ĥ����ֹС�Ļ������ƻ�����Դ(���������γ����Ƶ�״̬)�Ĵ��ڣ���ЩС�Ļ������ƻ�����Դ������غɵ�Ӱ���£����Ǻ��쿪�ѵ���Ҫ����֮һ��
����(4)������������̻�Ҫע�ؼ��ÿһ����ÿһ����¶ȿ��Ƽ������������Ѻ���IJ���¶Ȳ��õ�����Ԥ���¶ȣ�ÿ��ÿ����Ҫ�����ɾ�����ͷҪ������Ҳ������κ�ȱ�ݣ�ĸ���뺸��֮�䡢�����뺸��֮�䶼Ҫ����ƽ����
����(5)������RT���II���ϸ�UT���I���ϸ����ѹ��1.25����ˮѹ�������й¶�����ֲ��ʵ�Ӳ�ȼ����ϱ�Ҫ��
6��Ӧ������
����(1)�ں��ӹ����У��緢�ֺ�������Ӧ����ֹͣ���ӣ����״�ĥ���ټ������С�
����(2)�����ں�ʱ�εض�Ҫ�Ѱ�ȫ������λ�����Ӹ������⡣����Ҫ�˽���Χ�������Ƿ��в�����������ȫ�����ء��˽���ҵ�Ŀռ�λ�ã����Ǹ߿�һ��Ҫ���ð�ȫ����������ʩ�������У�һ��Ҫ���˼���緢������Ӧ�����رյ�Դ��
7������
������ʵ���п��Կ��������ʵ�ѡ�á��¶ȵĿ��ơ����ɲ�ĶѺ���15CrMoբ����TP304�ܵ��ĺ��Ӷ��dz���Ҫ������15CrMoբ���������ڵ�ʹ�ã��к����ʵ���������Ӱ�캸��������ѡ�ú���ʱҪ�ʵ������Ͻ�Ԫ�صĺ������������������ϡ����ɵ�����Ͻ�Ԫ�ص���ʧ�������¶ȼ�С��Ӳ���Ѻ���Ĺ�������������̼����ɢ���Ͻ�Ԫ�ص�ϡ�͡�